
1) Weld mark prevention is more priority; Don't wait for a weld defect to occur before looking for a solution;
2) Even if the weld mark defect unfortunately happens, it can be solved systematically, rather than as in the past, with a sentence to blame "the injection molding worker is too LOW, even the weld mark is not good".
The first part introduces the types of weld marks, their mechanism and geometric factors, as well as their adverse effects.
The second part introduces how to solve weld marks from the two dimensions of plastic material selection and plastic parts design.
The third part introduces how to solve weld marks from three dimensions, such as mold structure, injection molding process parameters and injection molding equipment.
1.1 What is a Weld Mark?
Weld line is the joint caused by incomplete fusion when the molten plastics meet in the form of multiple strands in the cavity due to the holes in the insert, the inconsistent flow rate area and the interrupted flow area of the filling material.
1.2 Mechanism of weld mark generation
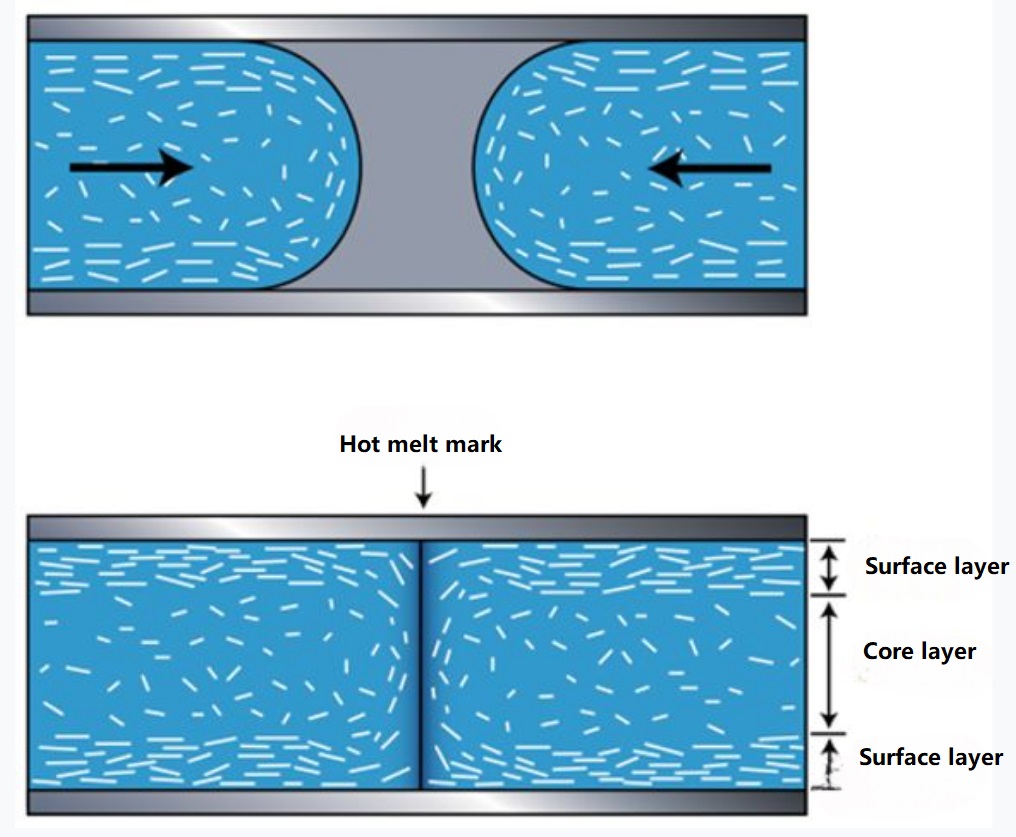
When filling by injection molding, the molten material flows in the mold cavity, and the temperature of the wall surface of the mold cavity is generally lower than the melting point of the plastic, so the molten material begins to cool from the moment it enters the mold cavity. A layer of melt in contact with the mold wall forms a non-moving shell (condensation layer), and its interior is still a relatively hot melt (flow layer).
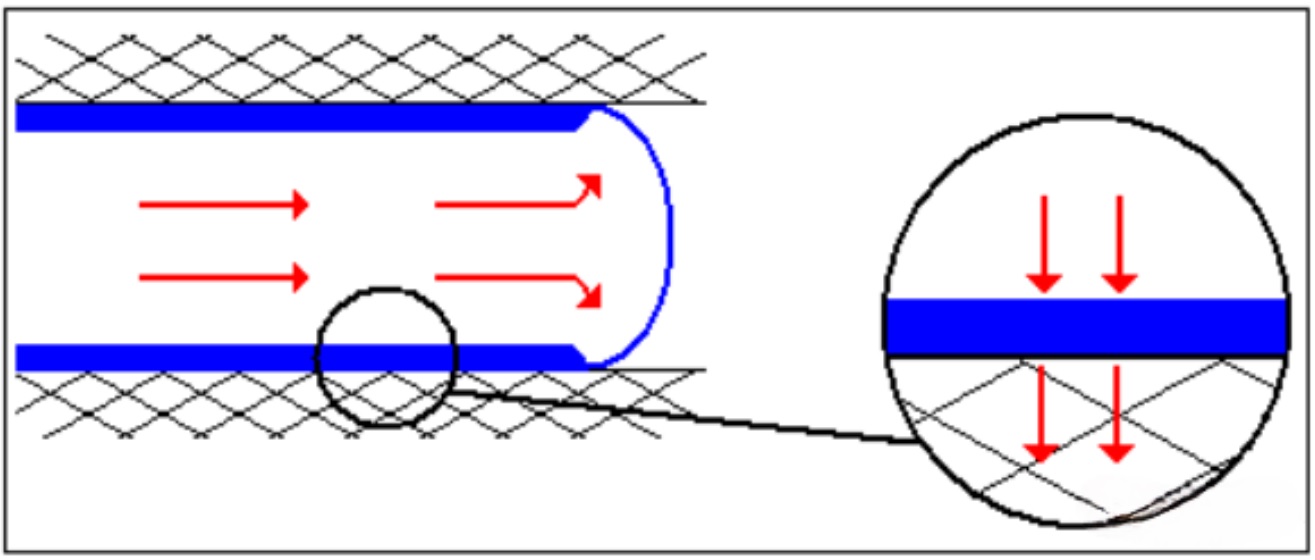
▲ Red represents the molten material, blue represents the condensation layer, red arrow represents the direction of heat transfer
When more than two molten streams converge, the condensation layer with high tension wrapped by molten flow front prevents each other from merging with itself, which affects the thorough and uniform mixing of the two molten streams, resulting in different local microstructure of the contact section of the two melts.
Macroscopically, there will be a straight or curved faint trace, similar to a more obvious seam, serious will show a groove.
It is a three-dimensional region where two flowing plastic melts come into contact with each other and form a shape, structure and mechanical properties completely different from other parts of plastic.
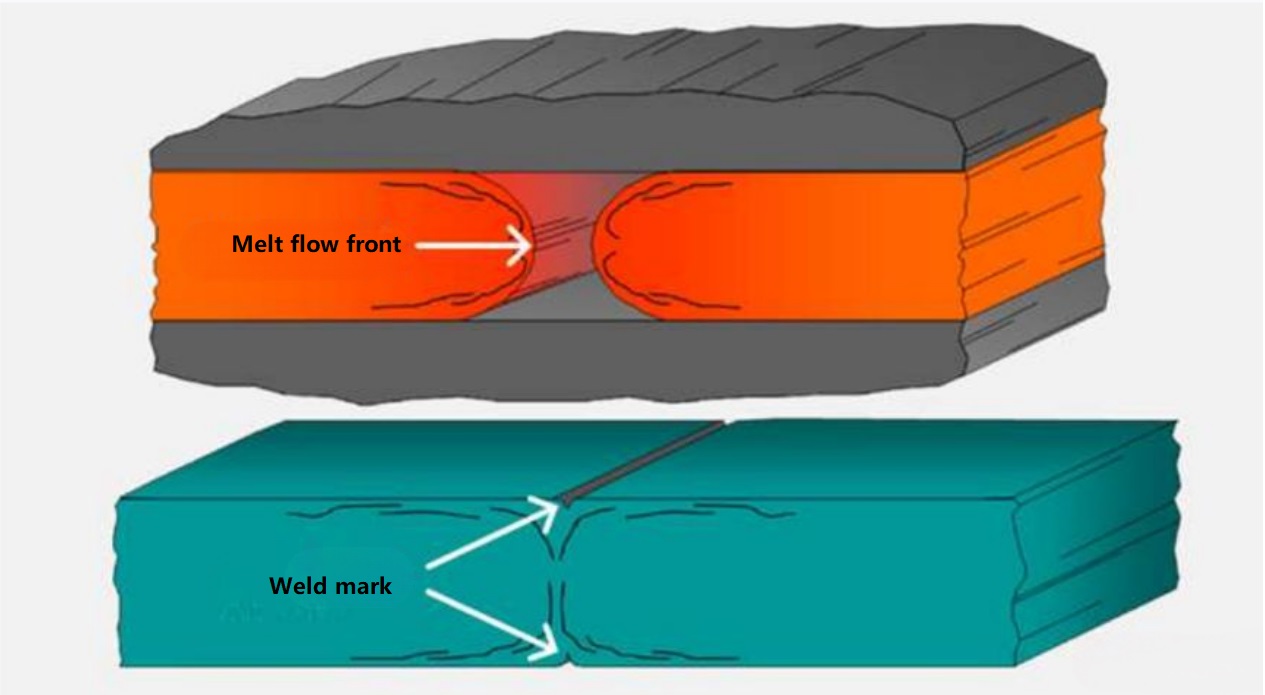
▲ Formation of weld marks
▲ It is obvious that the weld mark occurs at the junction of the two fusible materials
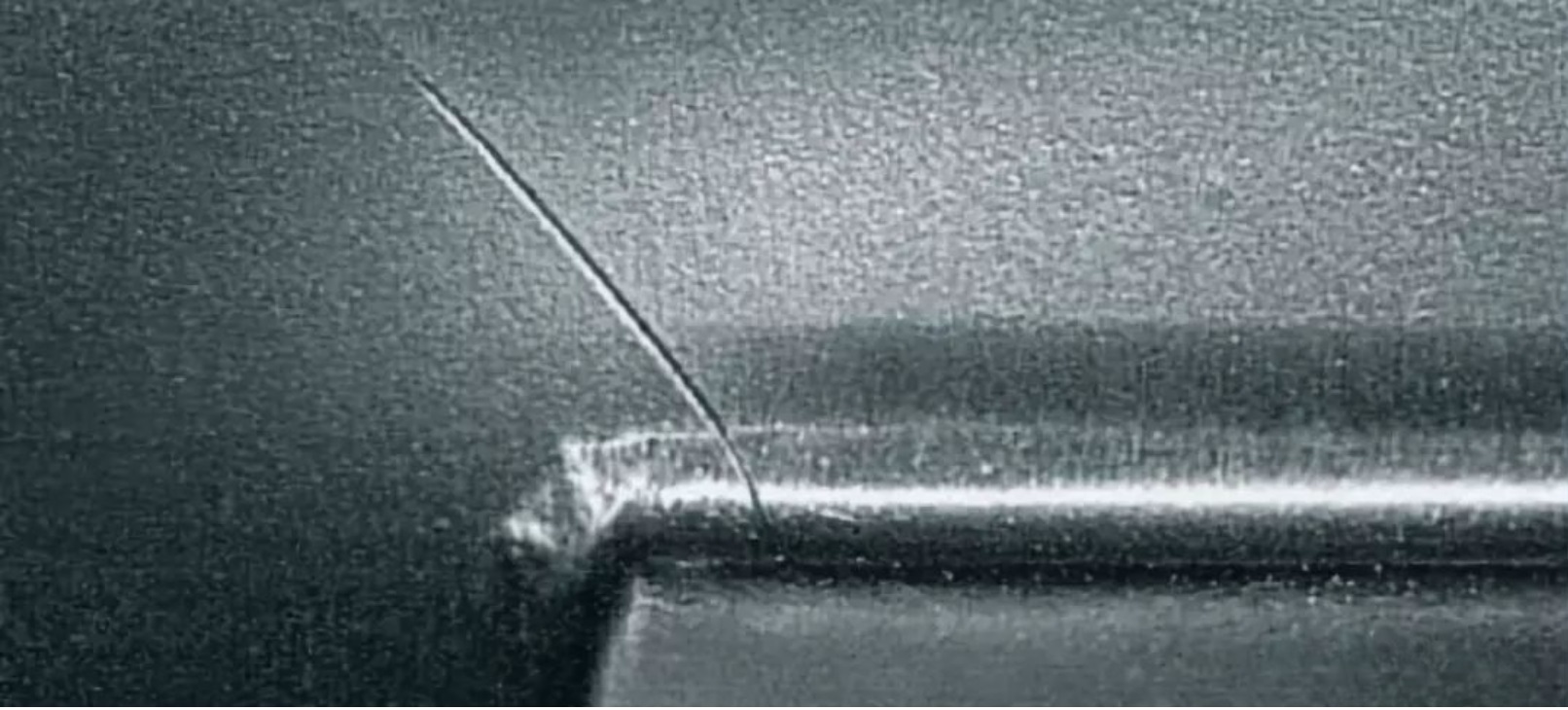
▲ 11 times amplification of weld marks
▲ 11 times amplification of weld marks
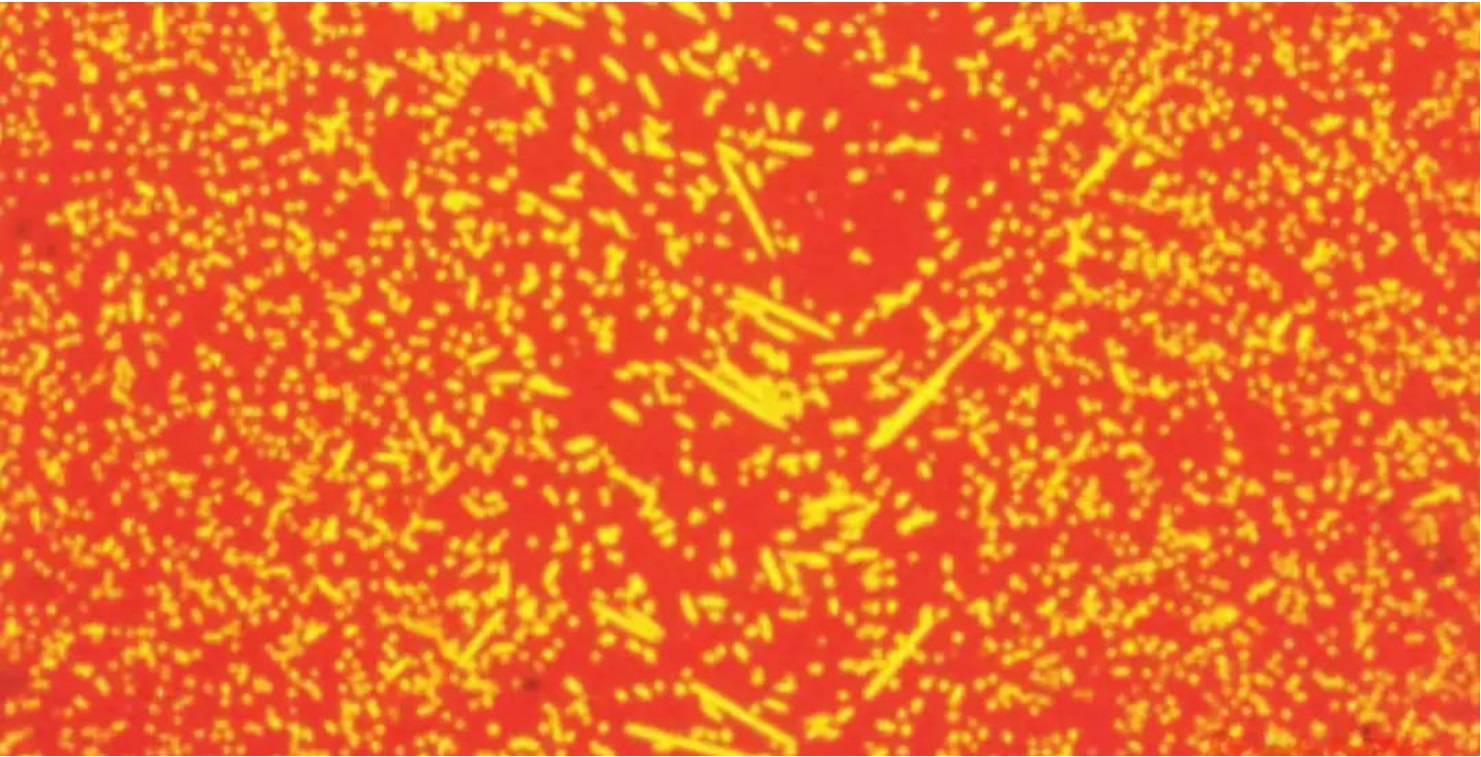
▲ Glass fiber orientation at the weld mark
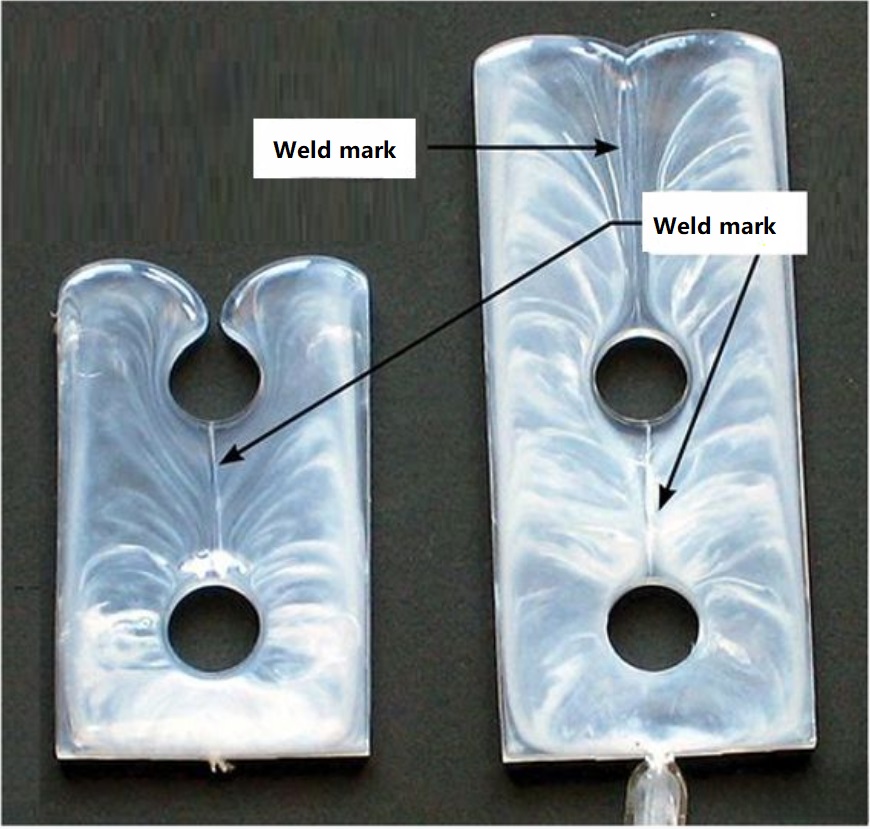
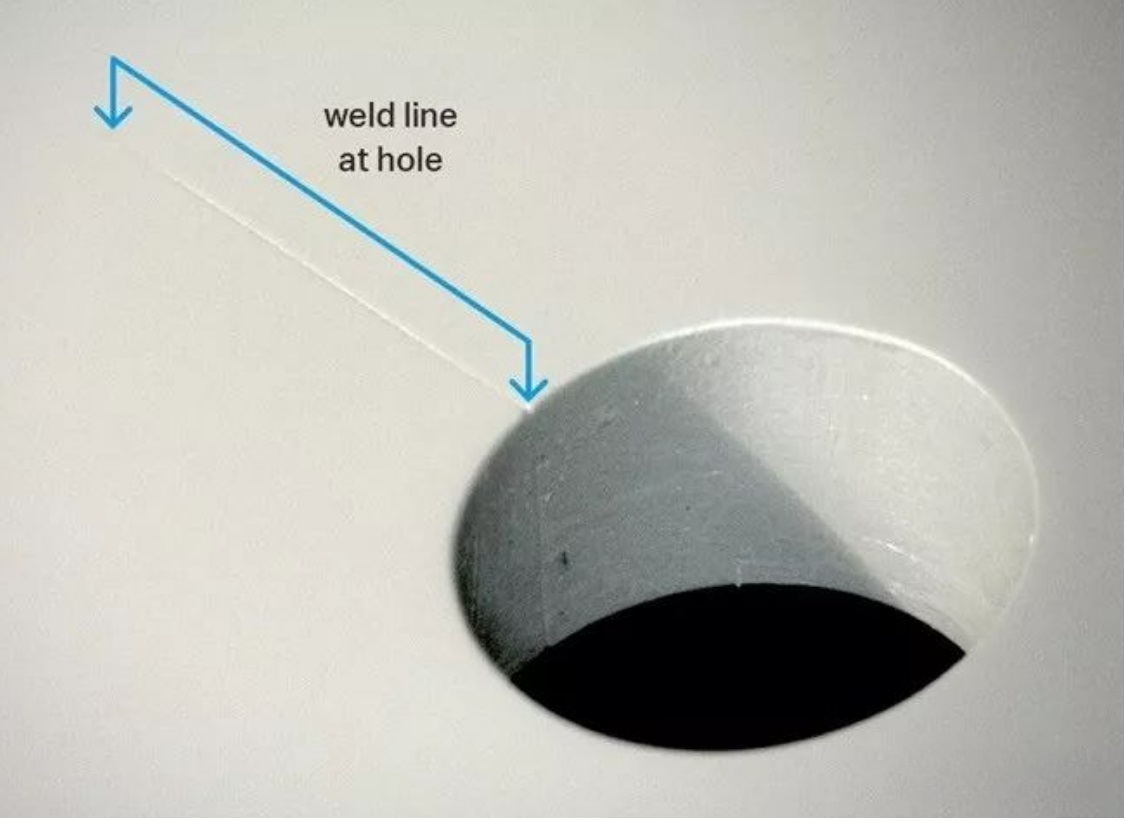
1.3 Cases of weld marks

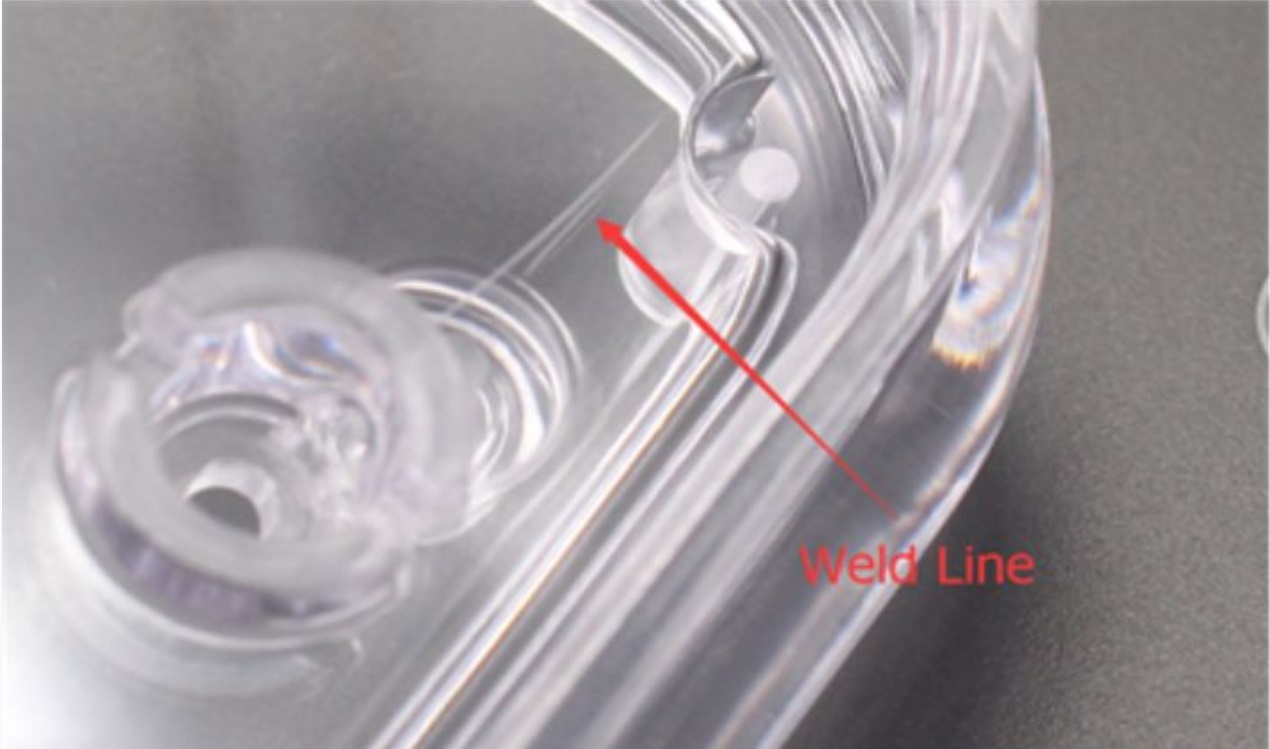
▲ Weld marks occur in holes
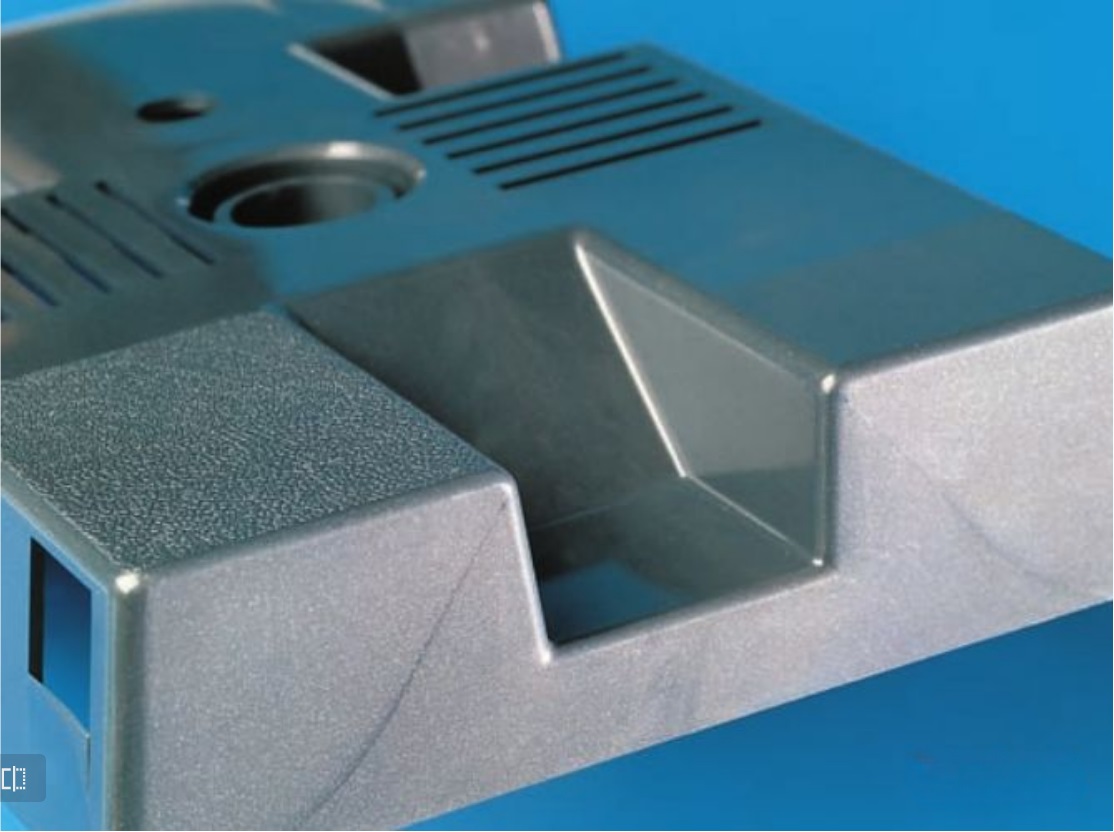
▲ After adding metal color to plastic, weld marks are more obvious



▲ Other various weld marks
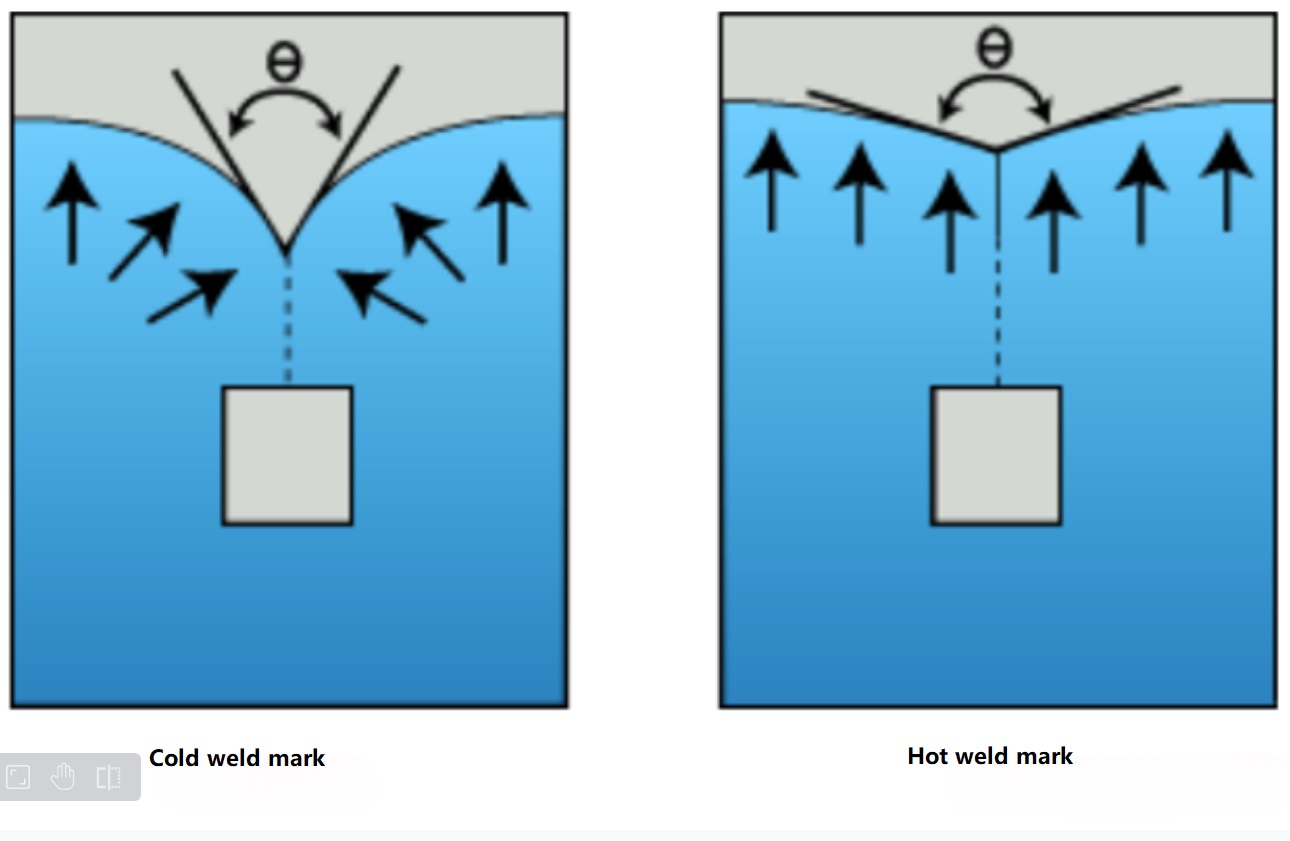
Weld marks are divided into cold weld marks and hot weld marks according to the different approach angles of the two molten materials, which have different effects on the appearance and strength of plastic parts.
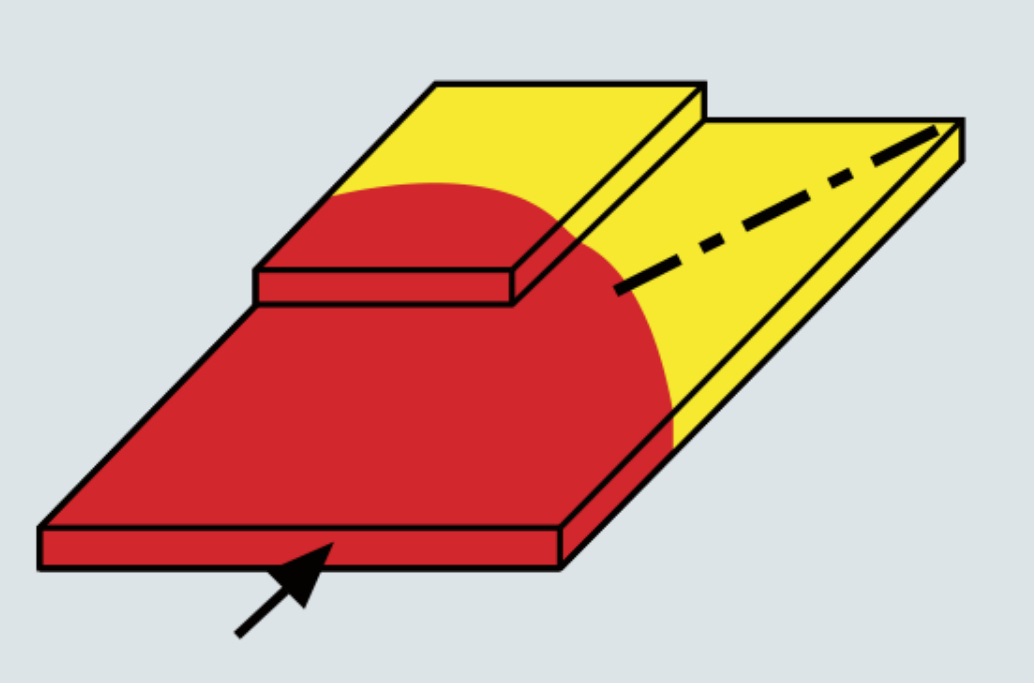
2.1 Cold weld mark
Cold weld marks are mostly caused by multipoint pouring.
In the process of flow, the temperature of plastics decreases gradually due to the cooling effect of molds, so the time for cold stitching is often close to the end of filling, and the temperature of plastics is also cold, so it is called cold weld mark.
The cold weld mark can be regarded as the suture line formed by the impact of two flows of molten material Head-to-Head. The weld Angle is close to 0 degrees. At the same time, the plastic often stops flowing immediately after the welding, so the cold weld mark is the worst strength and the most obvious appearance.
▲ Cold weld mark
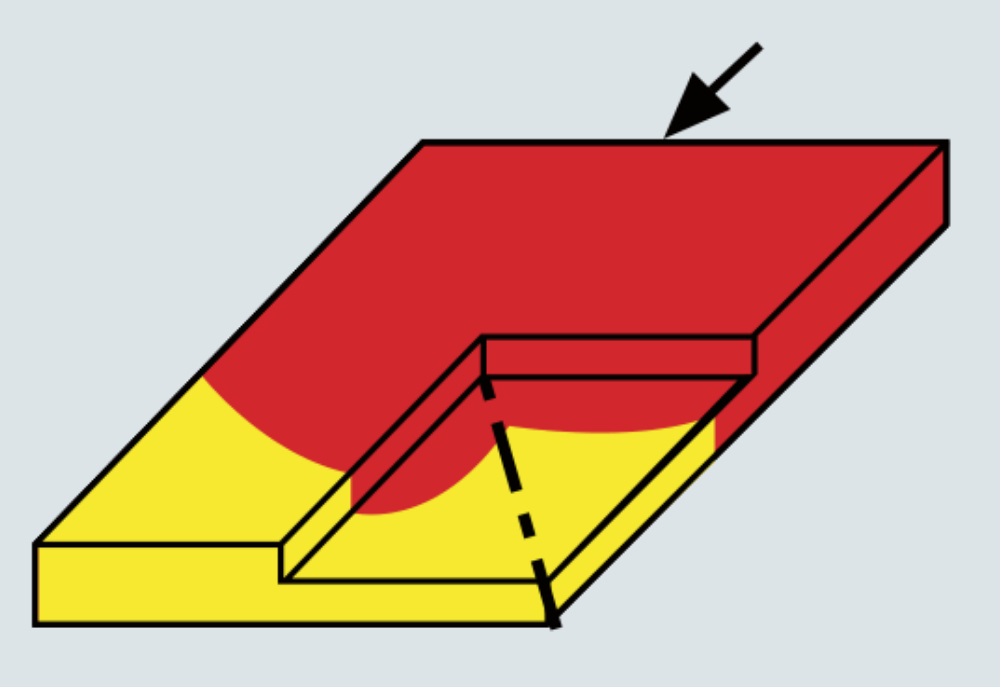
2.2 Hot weld mark
Hot weld mark is the weld mark formed in the convergence area when the material flow of plastics meets holes, holes, inserts, cores and other obstacles and is shunted, and the shunted material flow bypasses the obstacles and rejoins.
Because two streams of material flow from the same material flow is shunt by obstacles, there is little difference in property and temperature, and the material flow still continues to flow after welding, so it is called hot welding mark.
▲ Hot weld marks
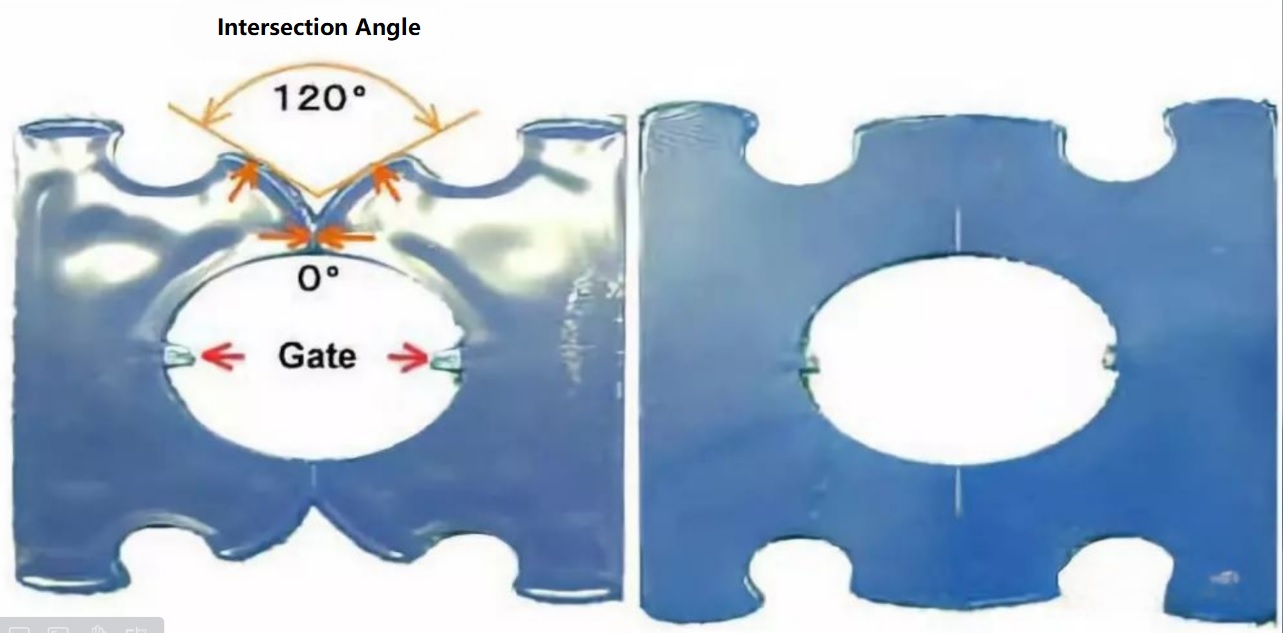
2.3 Differentiation of cold weld marks and hot weld marks
The accurate distinction between the cold weld mark and the hot weld mark depends on the Angle at which the two molten streams intersect. If the intersection Angle is less than 135 degrees, it is the cold weld mark. If the Angle is greater than 135 degrees, it's a hot weld.
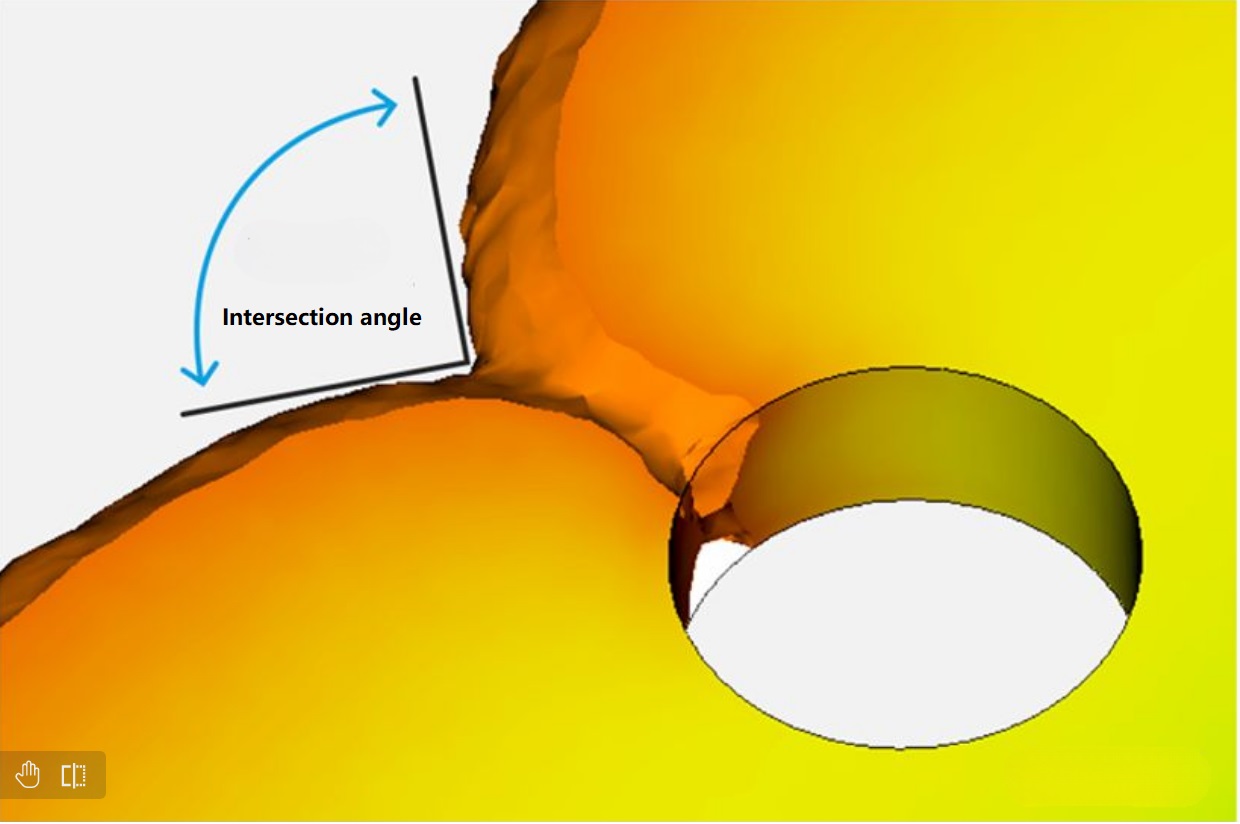
▲ intersection Angle
▲ Cold and hot weld marks
Geometric factors resulting from weld marks include changes in the wall thickness of plastic parts, holes and inserts, multiple gates related to mold structure, inconsistencies in gluing and flow length on both sides.
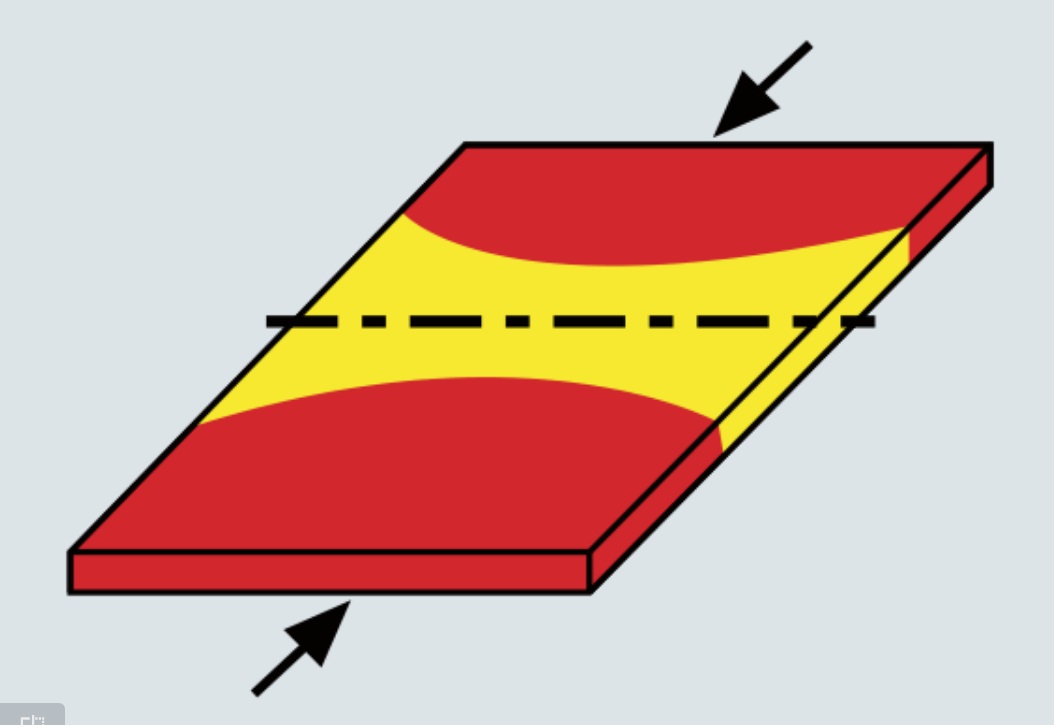
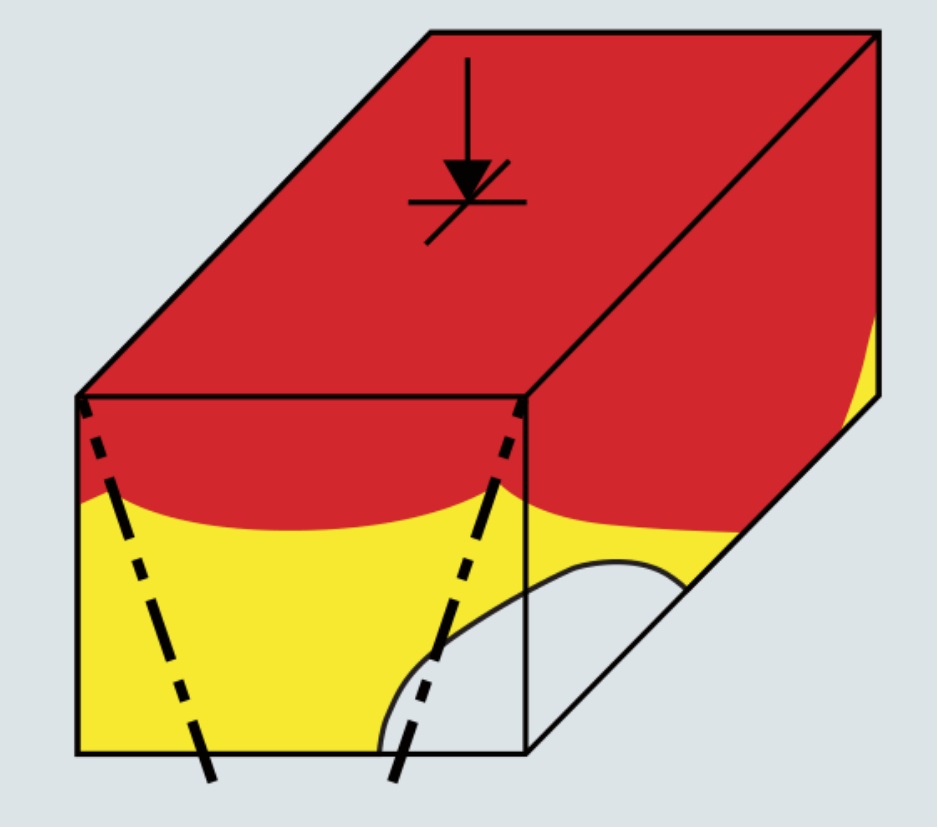
3.1 Changes in wall thickness
When the melt plastic is filled in the mold with changing wall thickness, the resistance at the wall thickness is small and the flow rate is fast. And the thin wall is strong resistance, slow flow.
Due to the difference in flow speed, melt from different wall thickness will converge at different flow rates, and eventually form weld marks at the junction.
▲ The wall thickness of plastic parts changes
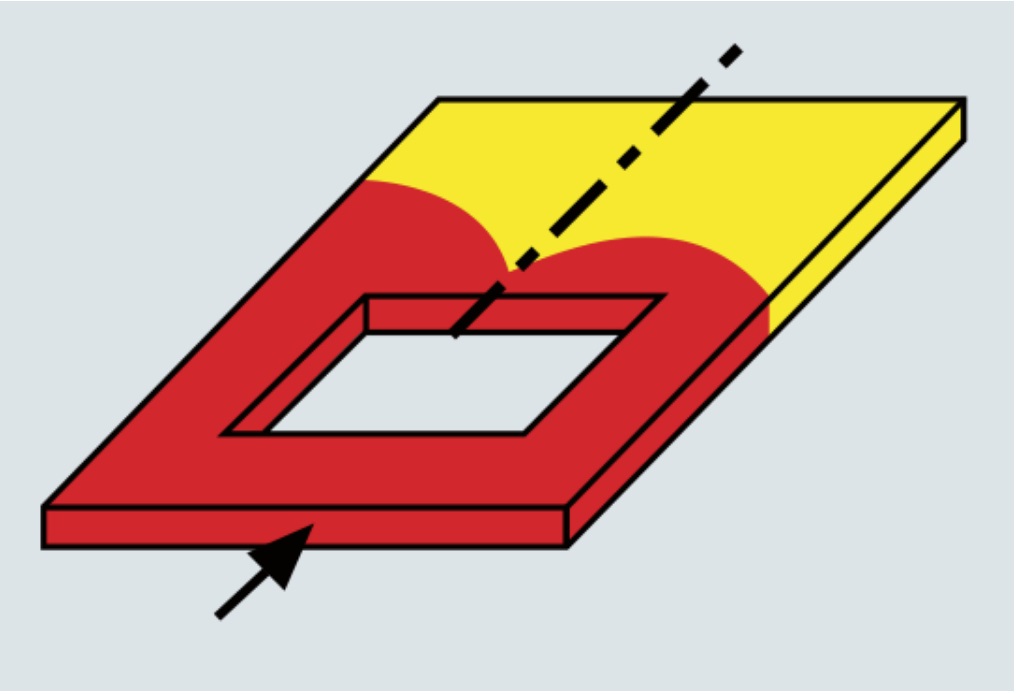
3.2 Holes, holes and inserts
When the melt plastic is filled, if it passes through the characteristics of holes or inserts, it will inevitably be divided into two or more strands of melt flow, and the melt flow will produce weld marks at the junction.
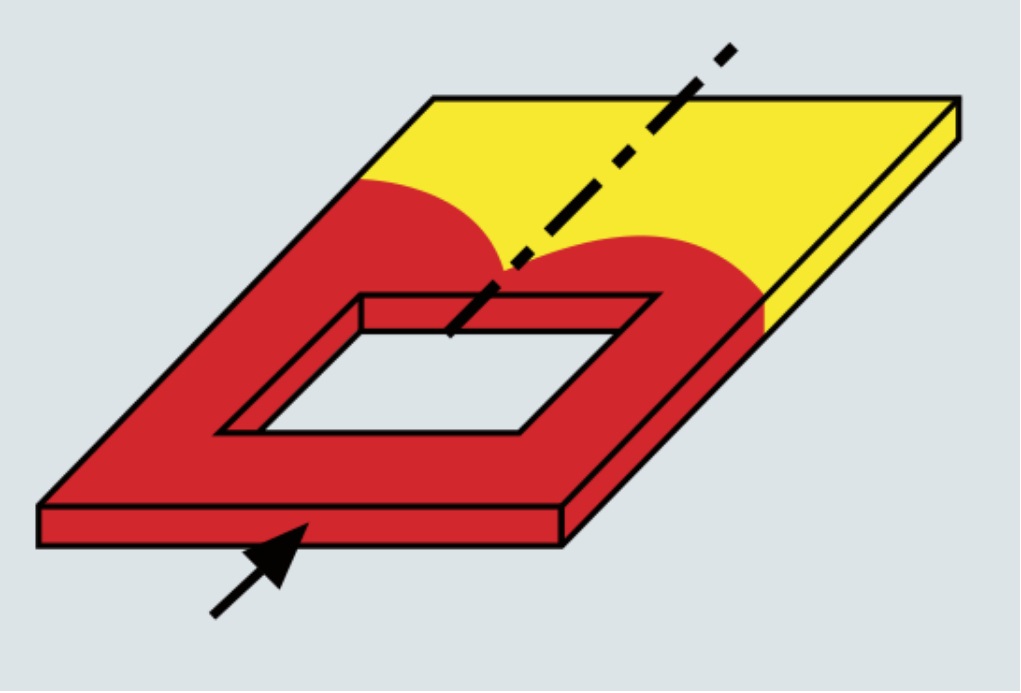
▲ Holes
3.3 Multi-gate
Multiple gate feeding leads to two or more molten streams, and the molten streams produce weld marks at the junction.
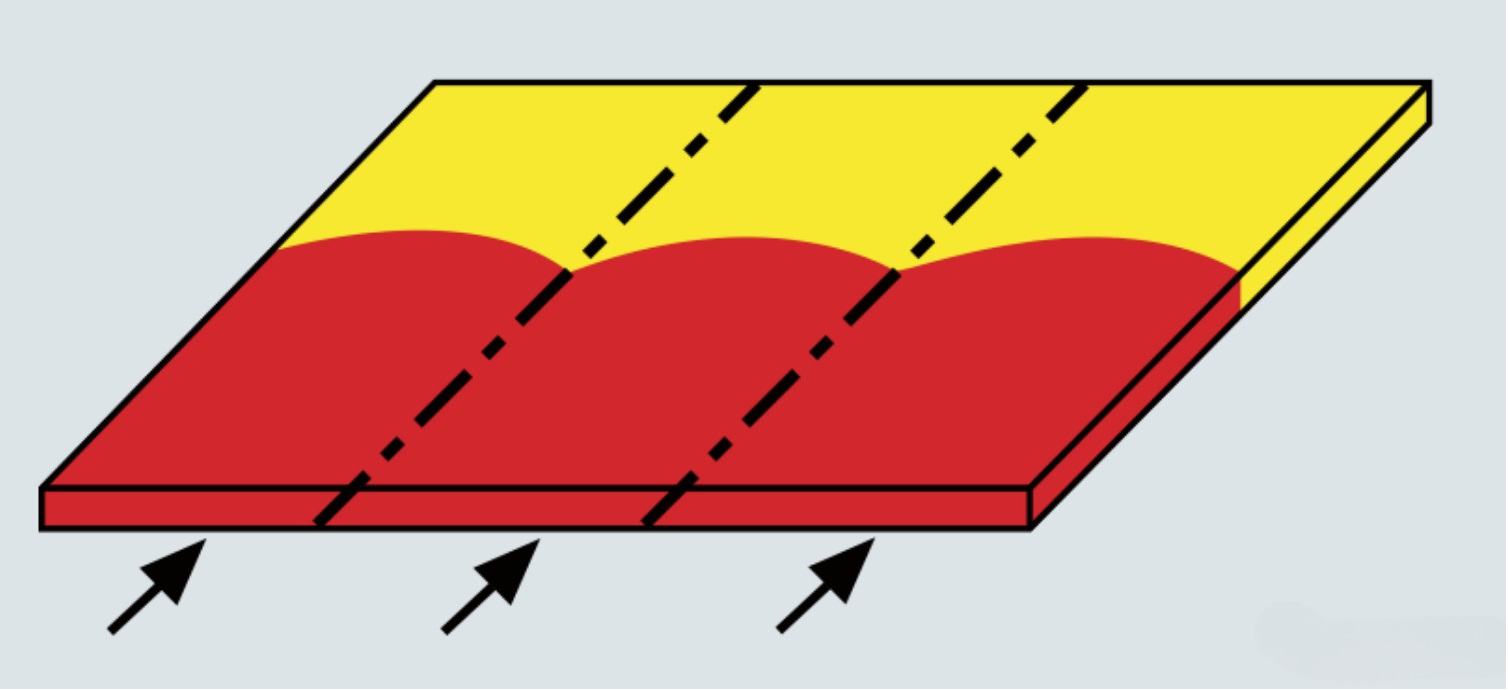
▲ More gate
3.4 Gluing on both sides
The two gates are injected from two sides respectively, resulting in weld marks at the junction of the two molten streams.
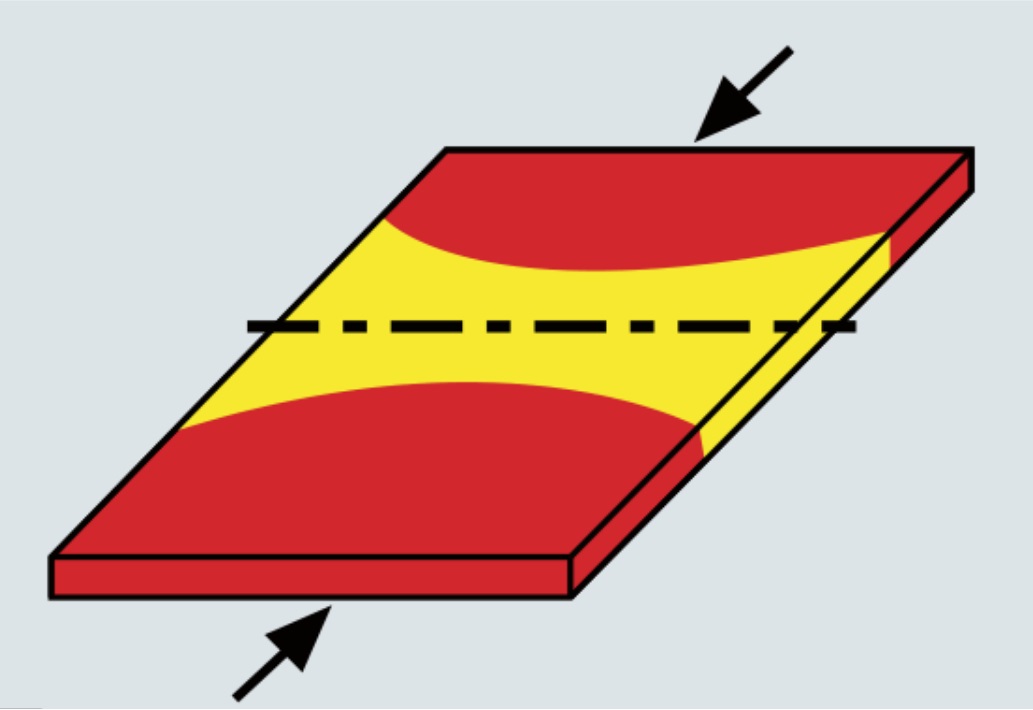
▲ from both sides into the glue
3.5 Inconsistent flow length
The flow lengths of different solubilies are inconsistent, resulting in weld marks at the junction of solubilies.
▲ Inconsistent flow length
Weld marks will seriously affect the appearance quality of plastic parts, reduce the strength of plastic parts, and produce stress concentration.
4.1 Appearance quality is affected
Weld marks will seriously affect the appearance quality of plastic parts, reduce the surface finish, resulting in color difference in the subsequent coating and electroplating processes of plastic parts.
The weld marks formed by transparent and translucent plastic parts are particularly obvious, affecting the appearance.
In addition, due to the obstruction of pressure retaining flow in the weld mark area, the pressure retaining effect in this area is poor, and shrinkage may occur.
4.2 Influence the strength of plastic parts
Weld marks also have a great impact on the mechanical properties of plastic parts, reduce the mechanical strength of plastic parts, to the normal use of plastic parts to bring water leakage, air leakage or load fracture and other safety hazards.
Due to the flowing characteristics of the plastic wave front fountain, the plastic molecular chains at the wave front position are parallel to the wave front, resulting in the molecular chains being parallel to each other during welding, and the degree of penetration and entanglement is reduced, resulting in the weakening of the strength. This effect is particularly evident for plastics with glass fiber reinforcement.
The figure below shows a simulation of glass fiber orientation in a glass fiber reinforced plastic. It can be seen that the glass fiber distribution is mostly parallel in the weld area.
▲ Glass fiber orientation at the weld mark
The following table shows the weakening of tensile strength in the weld mark area after adding different plastics to glass fiber. For most plastics, the strength in the weld mark area is reduced by about 20%, and the strength of glass fiber reinforced plastics is reduced by more than 60-70%. With the increase of glass fiber content and aspect ratio, the weakness of welding strength is more obvious.
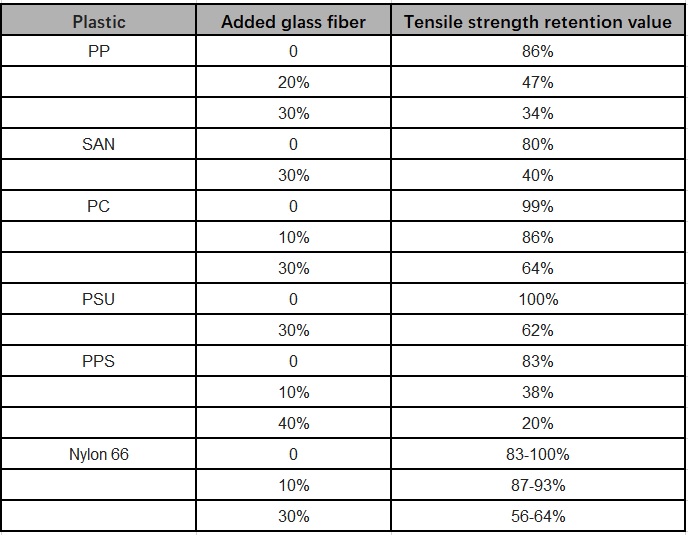
Note: Tensile strength retention value =(tensile strength at weld mark/tensile strength at non-weld mark)x100%
If the weld mark occurs at the end or end of filling, it will be worse here due to the decrease of plastic temperature, the decrease of molecular chain motion performance and insufficient diffusion. For thermosetting plastic parts, the plastic fuse has been close to the crosslinking section at the intersection, resulting in poor welding, and the local strength decline in the weld mark area is more obvious.
In addition, the welding area is easy to contain impurities, resulting in pinholes, resulting in weakening strength.
4.3 Stress concentration is generated
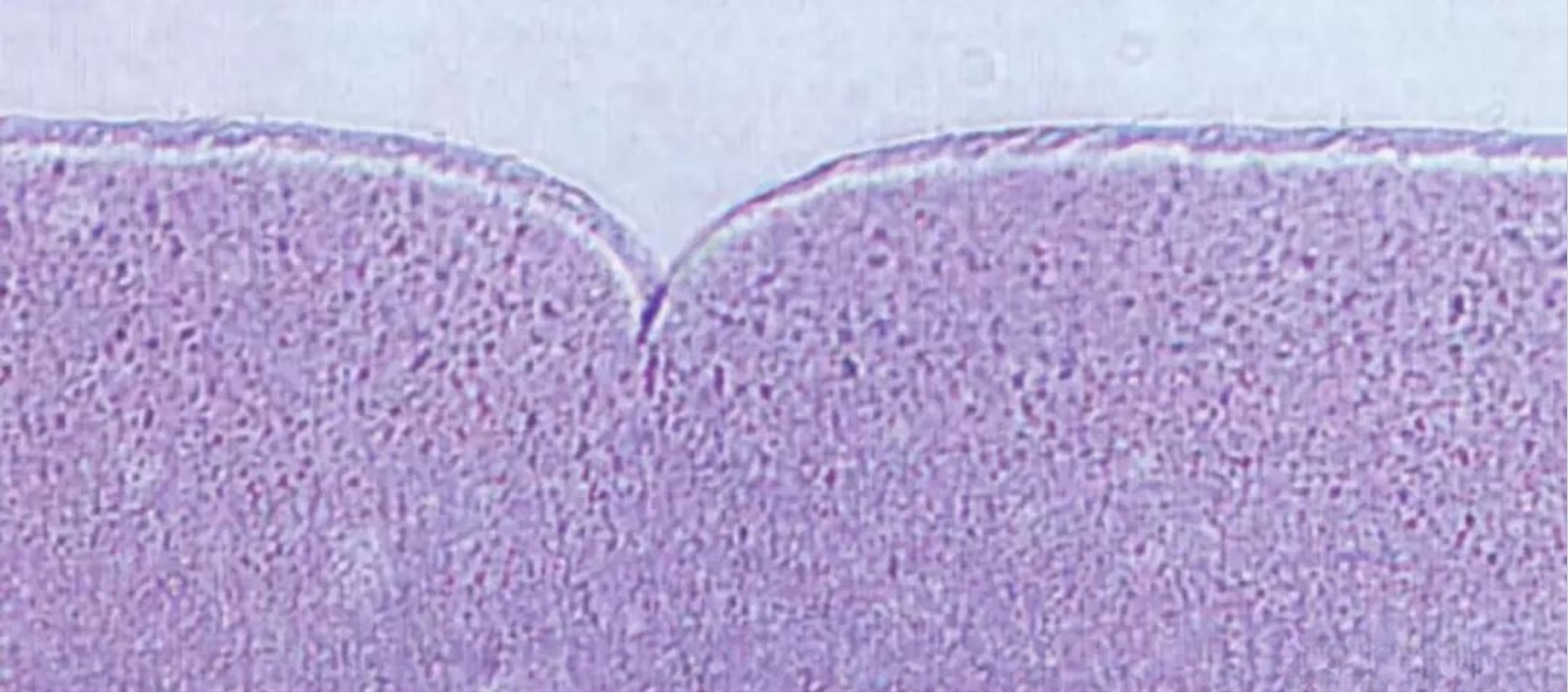
V-shaped notch will be generated at the junction of two molten streams in the weld mark area. This kind of approximate crack structure is easy to produce stress concentration, resulting in poor mechanical properties and strength, and it is also the crack latent zone.
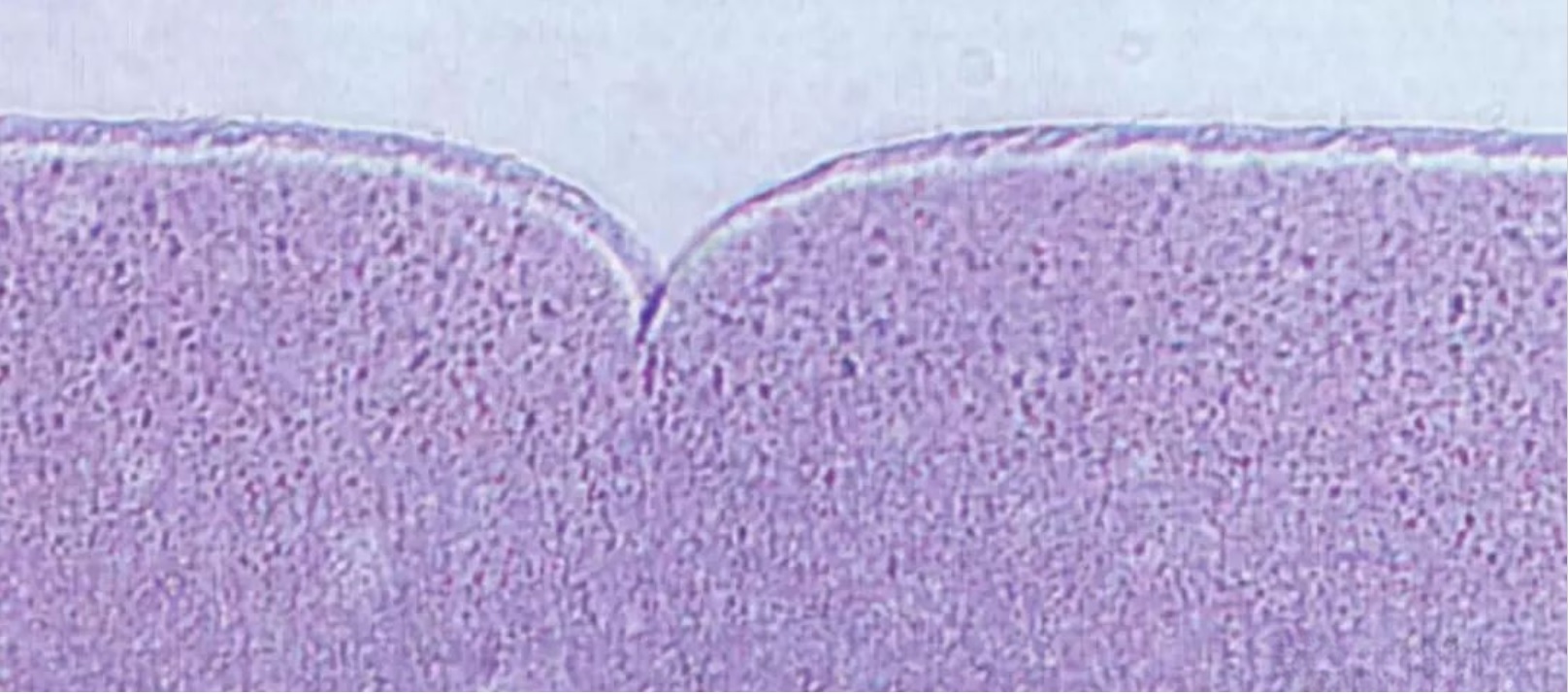 ▲ 11 times amplification of weld mark -- V-shaped notch
▲ 11 times amplification of weld mark -- V-shaped notch
It is found that the molecular chain diffusion degree near the mold wall is smaller than that in the middle region, so the strength is poor. The size of this area varies with the type of plastic and the forming conditions.
Take PS as an example, this weak area is about 0.2~0.3mm. If the weld area is under load or in contact with certain chemicals, it is very prone to rupture.
Last word
Before solving the defects of weld marks, we must understand the types, mechanisms and geometric factors of weld marks, as well as adverse effects.
Only in this way can we propose systematic solutions.