
Shrinkage or dent (sink mark) refers to the poor depression on the surface of plastic parts forming products, which is dimpled or gully. It is the defect that occurs most frequently in injection molding and is also very difficult to eliminate.
Shrinkage causes the appearance of plastic parts concave, uneven surface, seriously affect the appearance. Too obvious shrinkage defects can not be blocked by surface treatment, bright surface treatment will also magnify defects.
If it is consumer products, such as washing machines, refrigerators and laptops, end users if they see a lot of shrinkage on the appearance of the product, potholes, dents, uneven, will think that the product is relatively LOW, a little BIGGER is not, seriously affect the brand image.
If the product is not directly to the end user, but to the enterprise customer. When customers see a lot of shrinkage, they will think the engineers are very unprofessional, and it will affect the image of the company.
In addition, shrinkage will also affect the size of the local area of plastic parts, affect the assembly and the corresponding function.
In short, shrinkage seems to be a small matter, but the potential harm is the loss of users and customers, but also affect the assembly, can not be underestimated.
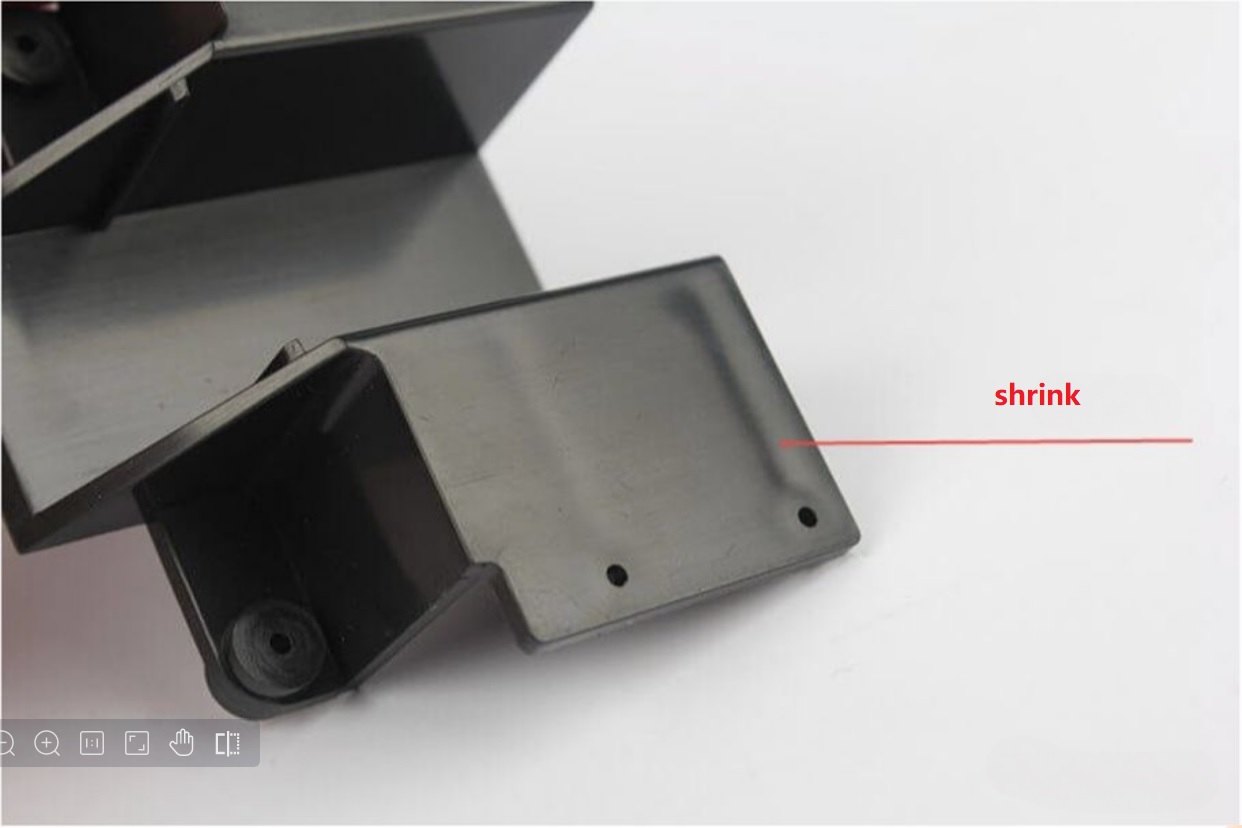
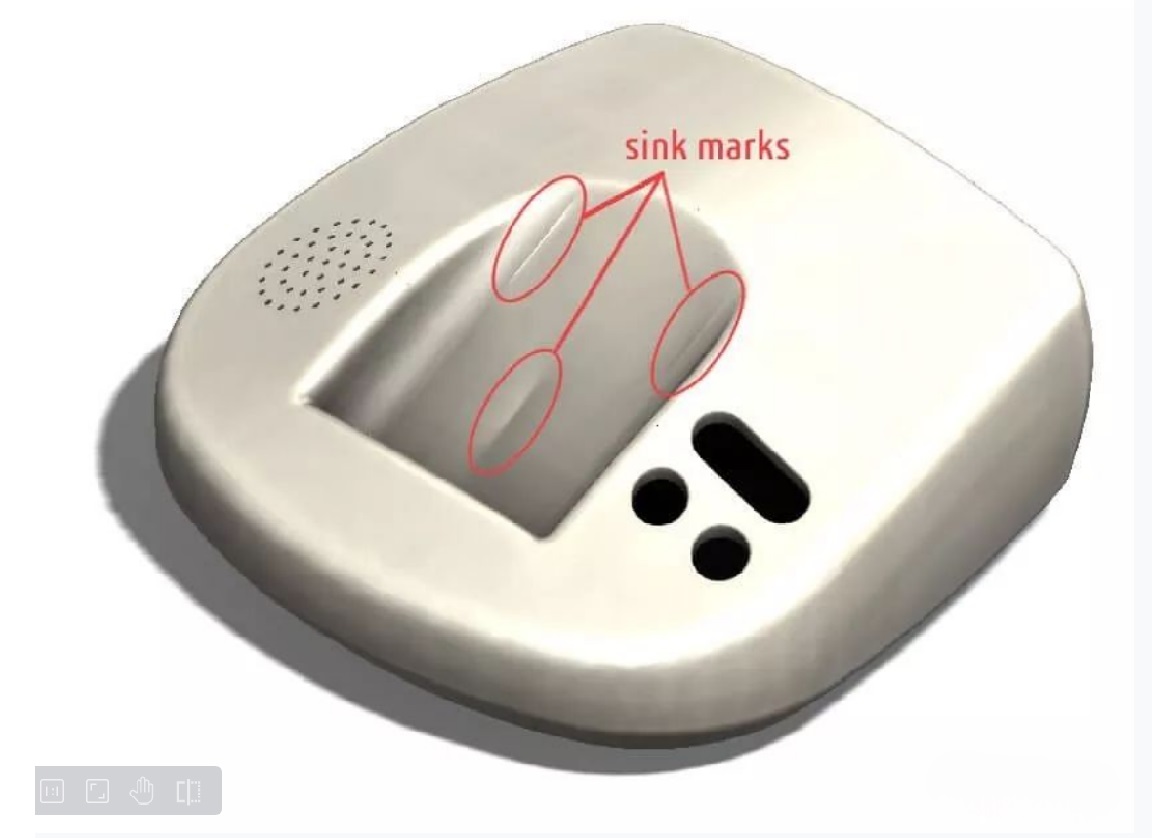
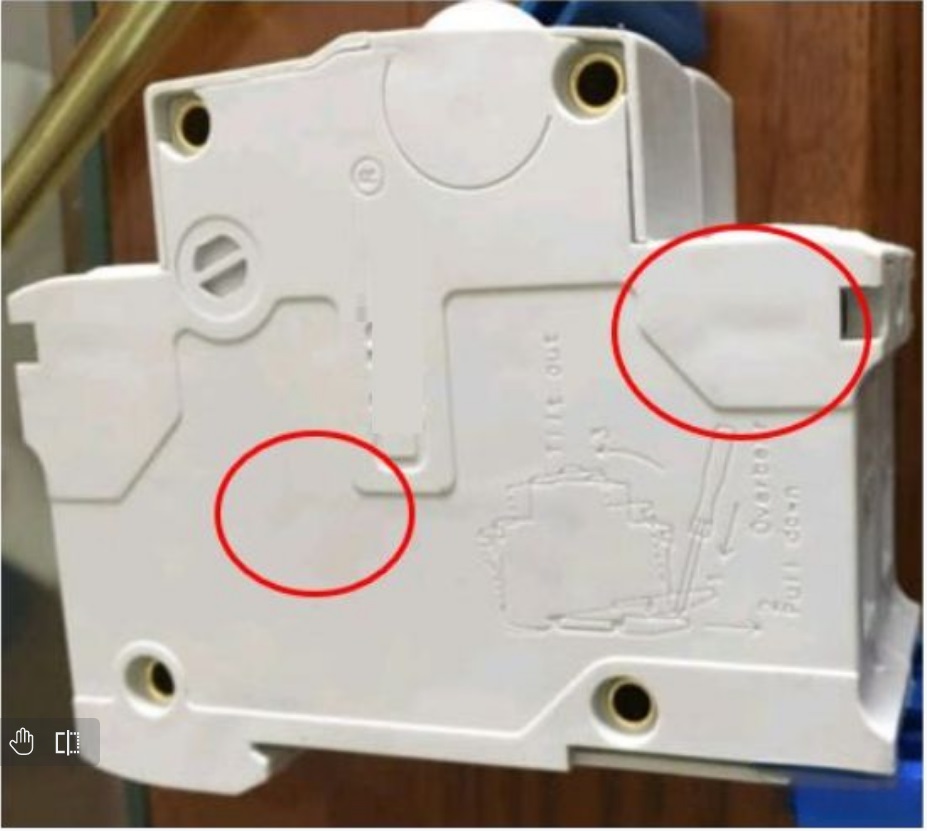
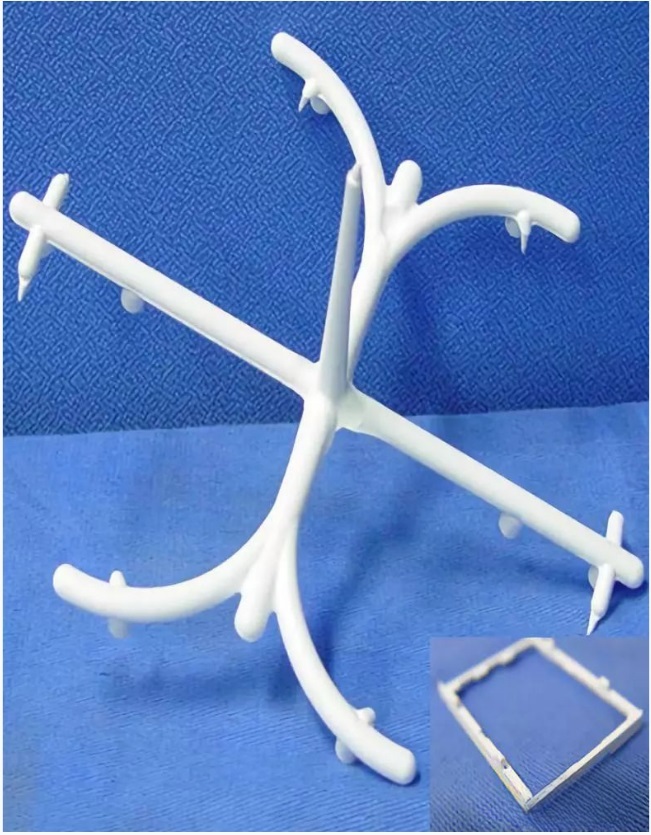
The following picture shows the shrinkage of various plastic parts.




Plastic in the injection molding to melt the raw material into melting, melting plastic in the cooling and curing process needs to shrink, if the thickness of the plastic parts is inconsistent or uneven cooling, there will be different degrees of shrinkage.
If the outer surface of the plastic parts is not hard enough to resist the tension generated by the internal contraction, the surface material will move to the interior, and in the case of no compensation, the surface will produce shrinkage depression; If the outer surface of the plastic is hard enough, there will be holes in the interior.
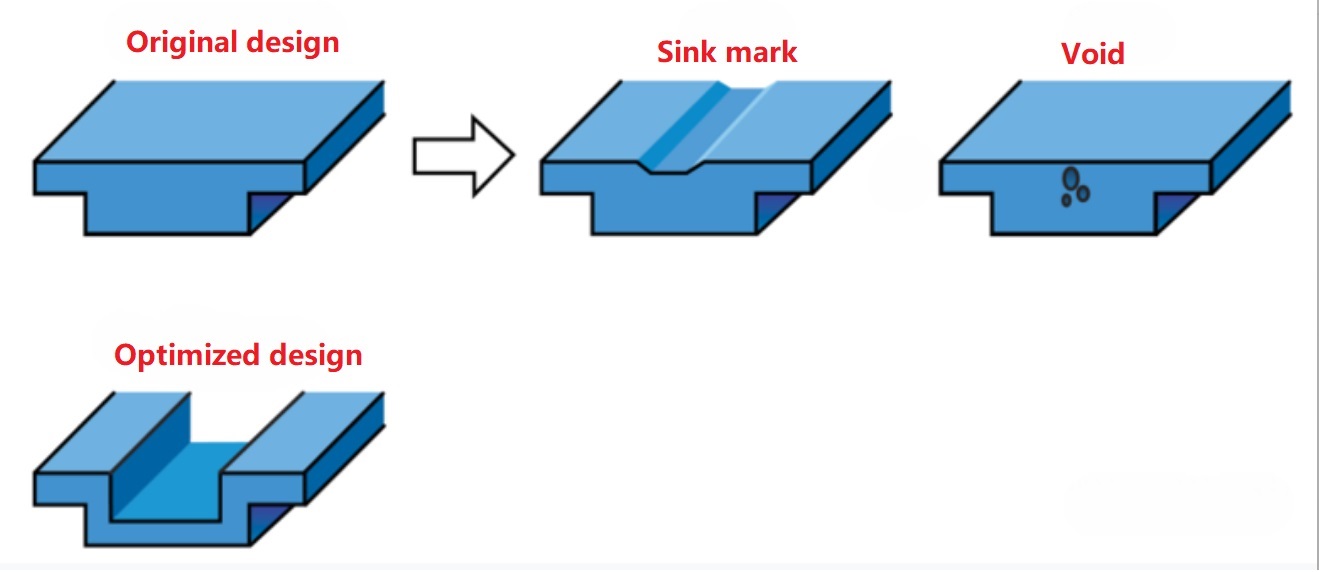
▲ The production of shrinkage or hollowing
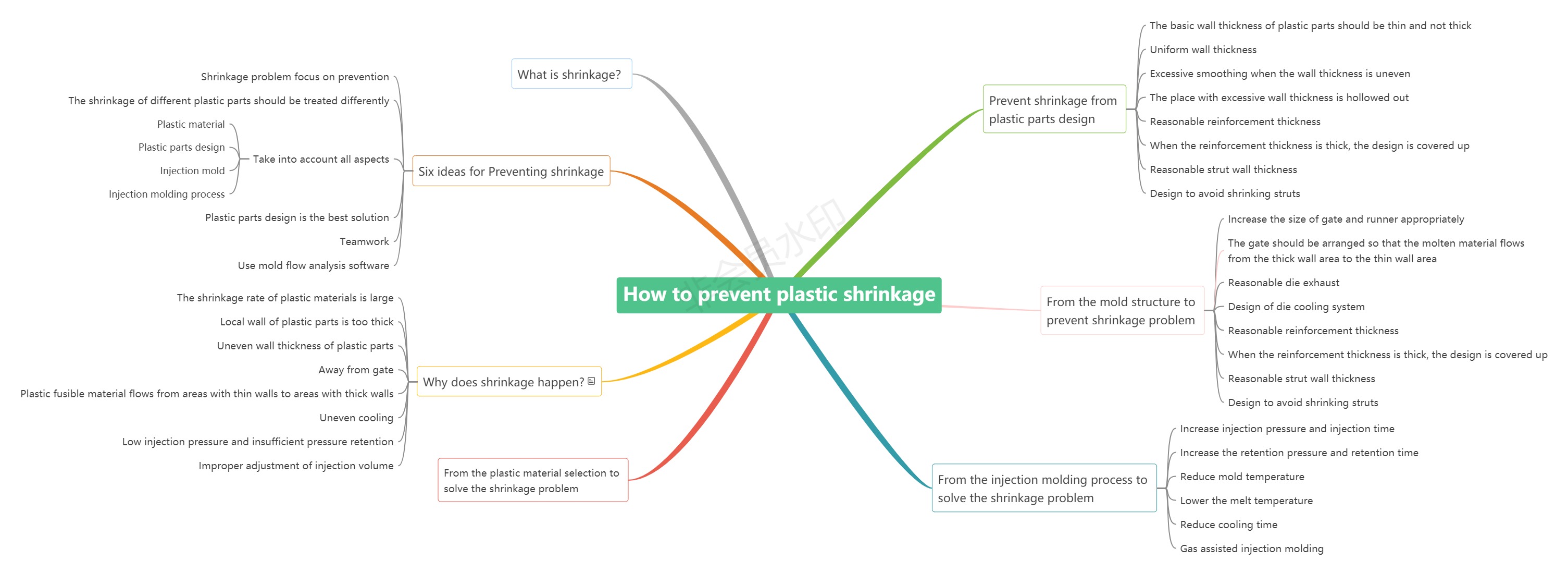
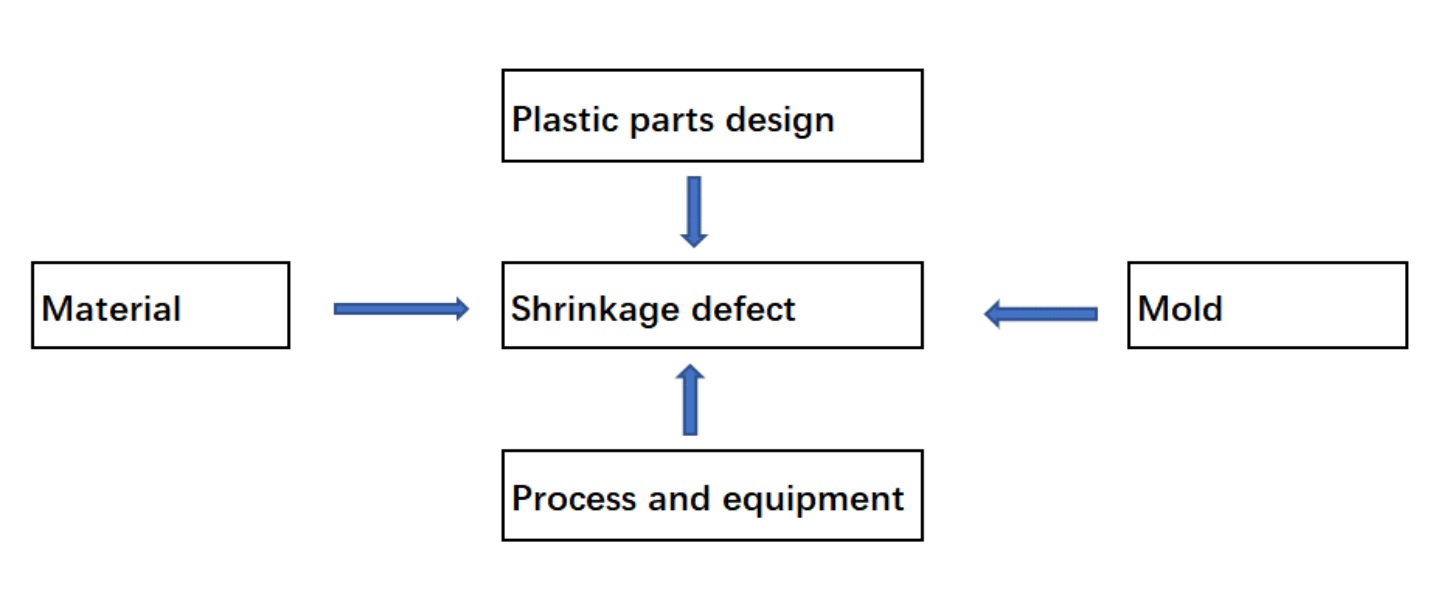
The specific factors of shrinkage include plastic materials, plastic parts design, mold structure and injection molding process parameters, and so on. Only a part of the factors are listed below:
2.1 The shrinkage rate of plastic materials is large
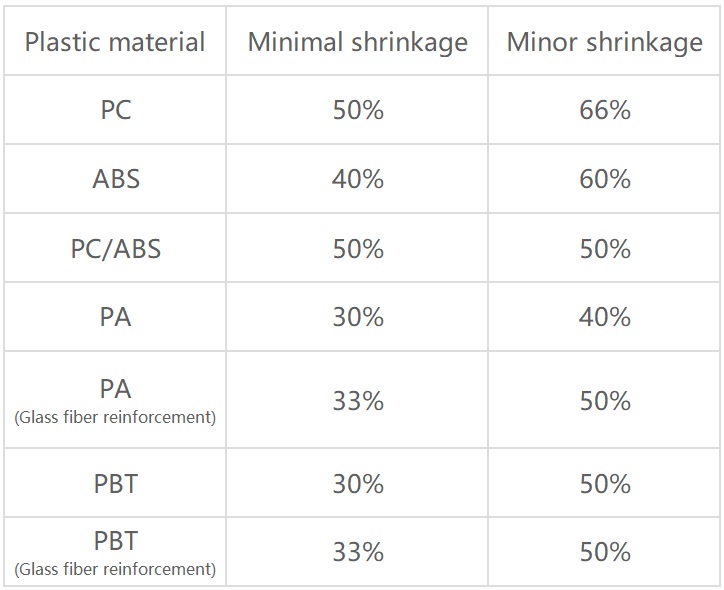
When the shrinkage rate of plastic materials is larger, it is more likely to shrink. As can be seen from Table 1, the wall thickness of PC/ABS reinforcement is designed to be 50% of the basic wall thickness, and the possibility of shrinkage is relatively small.
And PBT reinforcement wall thickness is only designed for 30% of the basic wall thickness, it is unlikely to shrink, which means that even if the reinforcement wall thickness is a little thicker, there is a great possibility of shrinkage.
Table 1 Ratio of common plastic reinforcement thickness to basic wall thickness.
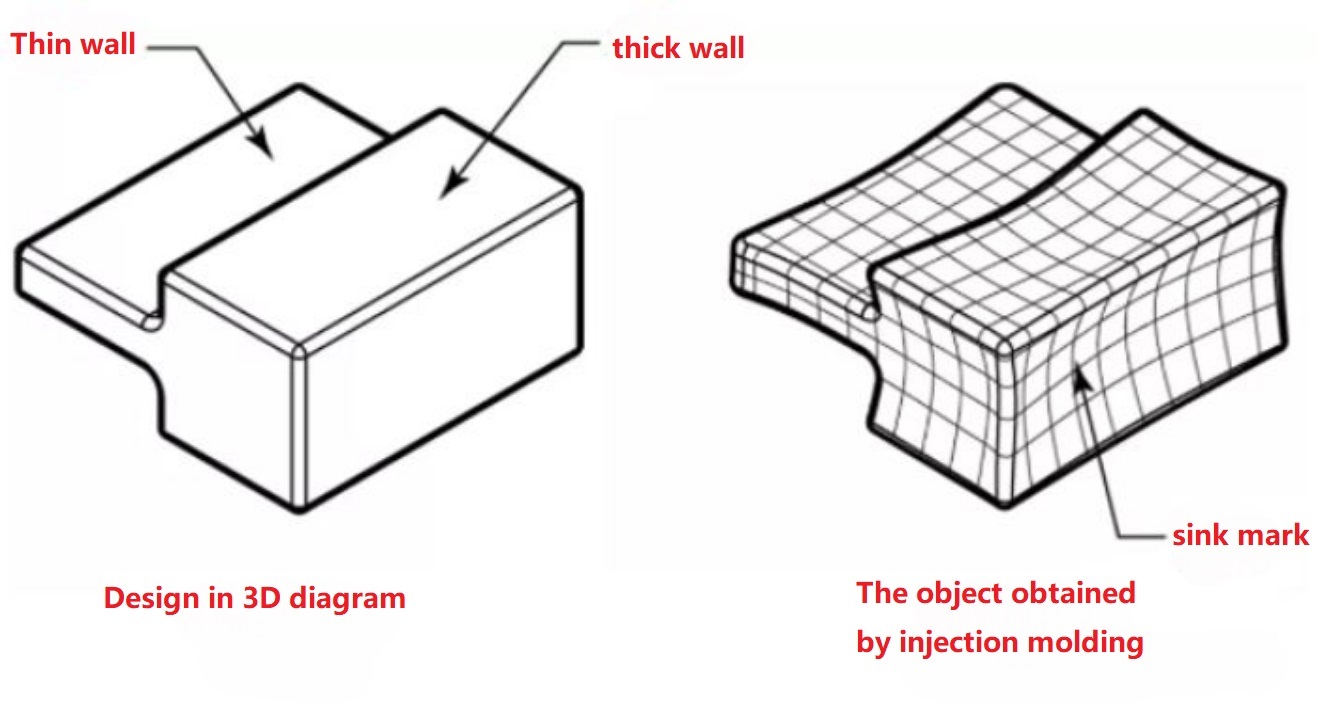
2.2 Local wall thickness of plastic parts is too thick
Areas with locally thick walls cool more slowly than areas with thinner walls. Areas with thin walls have cooled and solidified, while areas with thick walls have not completely cooled and solidified. When areas with thick walls continue to cool and cure, shrinkage occurs due to shrinkage.
The area where the local wall thickness is too thick is most likely to occur at the root of the reinforcement, the root of the pillar, the connection between the reinforcement and the reinforcement, or the connection between the reinforcement and the wall, and the connection between the pillar and the wall.
2.3 Uneven wall thickness of plastic parts
When the wall thickness is not uniform, the thin part of the wall cooling fast, shrink; The thickness of the wall cools slowly and shrinks greatly, resulting in shrinkage.
2.4 Away from gate
The plastic melts filled near the sprue start to cool and solidify first, which is easy to cause that the plastic melts far away from the sprue cannot be fully filled. At the same time, the pressure holding distance from the gate is smaller; This can easily cause the area away from the gate to shrink too much after cooling, resulting in shrinkage.
2.5 Plastic fusible material flows from areas with thin walls to areas with thick walls
If the gate is improperly set, the plastic molten material flows from the area with thin wall to the area with thick wall. When the molten material flows through the area with thin wall, it encounters the mold cavity with low temperature and starts to cool in advance. This is easy to make the wall thickness difficult to fill fully, and the probability of shrinkage greatly increases.
2.6 Uneven cooling
When the water design of the injection mold makes the cooling uneven, the cooling faster area solidifies first and shrinks, and the cooling slower area solidifies after large shrinkage, resulting in shrinkage.
2.7 Low injection pressure and insufficient pressure retention
When the injection pressure is too small and the pressure retention is insufficient, when the plastic parts shrink, there is not enough material to supplement the shrinking area, resulting in shrinkage.
2.8 Improper adjustment of injection volume
At the end of the screw injection molding machine, an appropriate amount of molten plastic (about 5MM according to the size of the machine) must be left between the screw head and the nozzle to buffer.
If the buffer is zero, and the injection amount is adjusted to the end, the screw is also top to the end, so that the screw can not move forward when the pressure can not be maintained, resulting in shrinkage.
3.1 Shrinkage problem is mainly prevention
Don't wait for shrinkage defects to actually occur, to rush to solve.
At this time, it may be possible to solve the problem, but it may mean modifying the design of plastic parts, modifying the mold gate and runner, etc., which will not only cause the cost of the product to increase, but also cause the product development cycle to lengthen.
Of course, there is a greater possibility that the restriction of product structure and mold structure, or the high cost, can not be modified, can only be solved by adjusting the machine, and adjusting the machine often can not fundamentally solve the problem.
The end result is a collective acceptance of the shrinking status quo.
3.2 The shrinkage of different plastic parts should be treated differently
Generally, A product consists of sides A, B, C, and D.
A. Side A refers to the face that users often see in daily use, such as the front of the product;
B. B side refers to the face that users do not often see in daily use, such as the side of a product;
C. C side refers to the surface that users cannot see in daily use, such as the bottom side of the product;
D. D surface refers to the non-external surface of the product structure, such as the internal surface and internal structural parts of the product.
Obviously, different areas of plastic parts to shrink requirements are not consistent. Then in the design, it can't be equal treatment, characteristic is when appearance and intensity conflict.
For example, in order to improve the strength of plastic parts, the wall thickness of the reinforcement will be slightly thicker as far as possible, or the root of the reinforcement will increase the rounded corners;
But it will undoubtedly shrink. So, for the important appearance of the product, such as side A, then it is necessary to make the wall thickness of the reinforcement thinner, or even cancel the fundamental rounded corners;
For internal structural parts, strength is more important, so it is necessary to make the wall thickness of the reinforcement slightly thicker, and increase the rounded corners at the root.
3.3 Take into account all aspects
To prevent shrinkage problems need to be considered in all aspects, only from a certain direction can not fundamentally prevent shrinkage problems.
3.4 Starting with the design of plastic parts is the best solution
Through the late mold design, injection molding parameter adjustment, may be able to solve the shrinkage problem, may not. But one thing is certain: it is easy to increase the cost of plastic parts, which is absolutely necessary to avoid.
For example, the light guide plate as shown in the figure, due to improper design of plastic parts, partial wall thickness is too thick, resulting in shrinkage during injection molding.
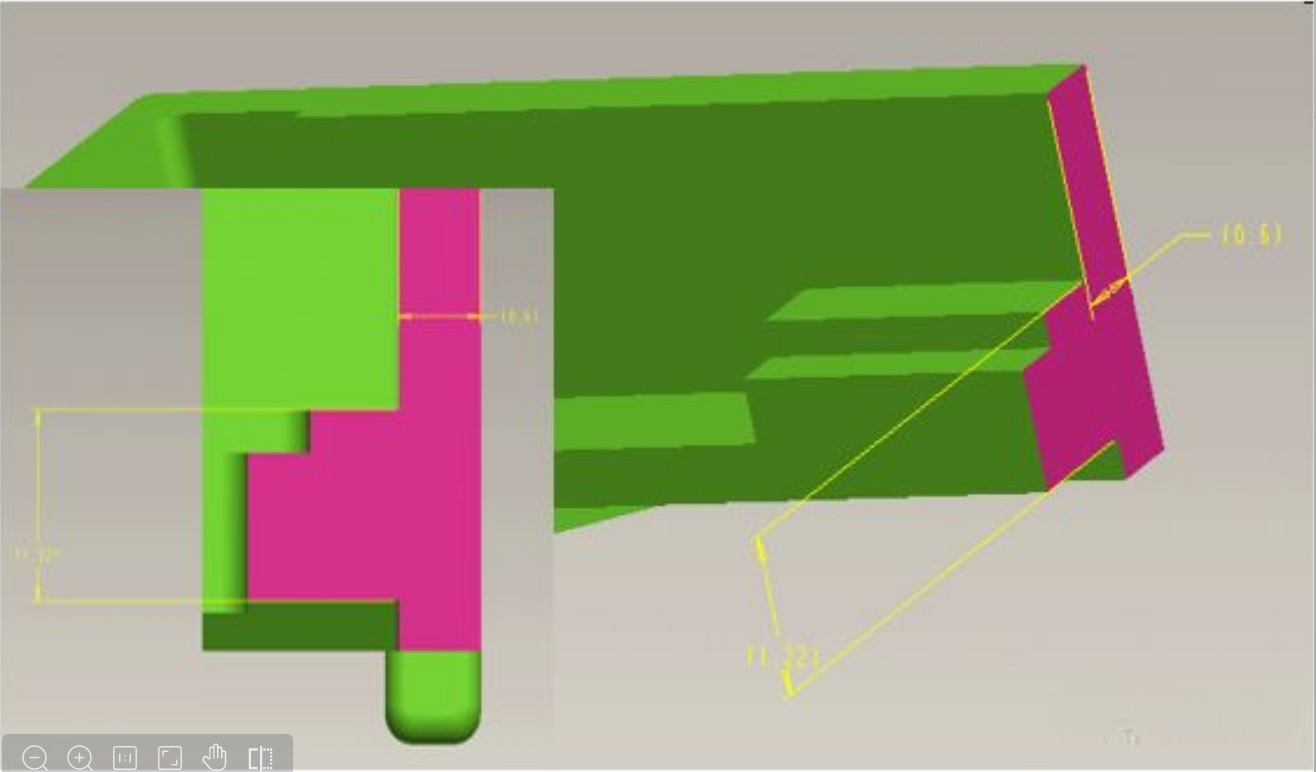
In order to solve the shrinkage problem, the diameter of the gate and runner is increased in the mold, which is helpful to the shrinkage, but it is still not obvious, but it leads to the already huge runner more huge, and the forming cycle is longer.
The light guide plate is 0.6 grams, but the weight of the runner is 22.0 grams, and the cooling time of the runner is about 45 seconds. According to these figures, the material cost and processing cost will become very scary.
▲ Light guide plate products and gate and runner
3.5 Teamwork
The prevention of shrinkage defects depends on the sincere cooperation of product design engineers, mold engineers, injection engineers, plastic raw material suppliers and other departments and suppliers.
In the design of plastic parts, product design engineers first need to seek information about the characteristics of plastic raw materials from suppliers, including the characteristics of shrinkage.
Generally speaking, plastic raw material suppliers will have a wealth of knowledge and skills to solve various defects.
In the specific design of plastic parts, product design engineers need to follow the corresponding rules and guidelines for detailed design of plastic parts, such as compliance with the reinforcement of the wall thickness should not be too thick.
When the product design engineer has any doubt and uncertainty about the design, he should seek timely advice from the mold engineer, injection molding engineer and plastic raw material supplier. And invite all parties to participate in the design review.
After the plastic parts are designed in 3D software, product design engineers should accurately define the appearance requirements of plastic parts in 2D drawings and inform mold engineers of the specific shrinkage requirements. In this way, mold engineers will consider the design of mold structure based on this when designing molds. Including gate size, location and number, flow channel size, and cooling water structure.
And in the mold trial, the four parties should be on site together to solve the potential shrinkage problem.
3.6 Use mold flow analysis software
Mold flow analysis software is a very useful tool in predicting and solving shrinkage defects.
Based on the existing plastic parts design, mold design, using mold flow analysis software (such as Moldflow) can predict the size of shrinkage.
If it is found that the shrinkage exceeds the appearance requirements, the design of plastic parts can be optimized (such as hollowing out where the wall thickness is, etc.) and the design of molds can be optimized (such as adjusting the location and size of the gate, etc.).
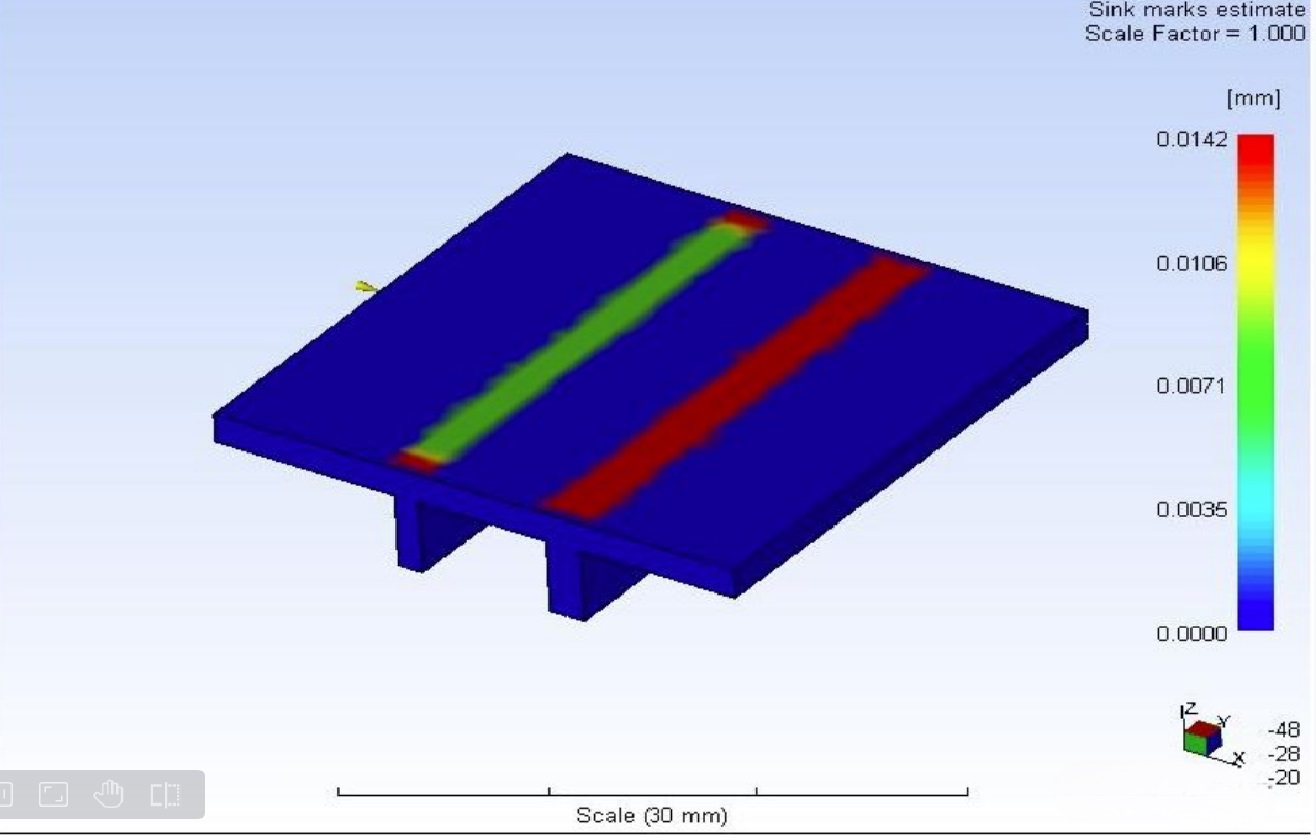
▲ Use of mold flow analysis software to predict and solve shrinkage