Two shot molding is the process of molding two types of plastic (or two different molding colors) together during the process of one molding.
In this paper, the first injection material is called the substrate material and the second injection material is called the covering material.
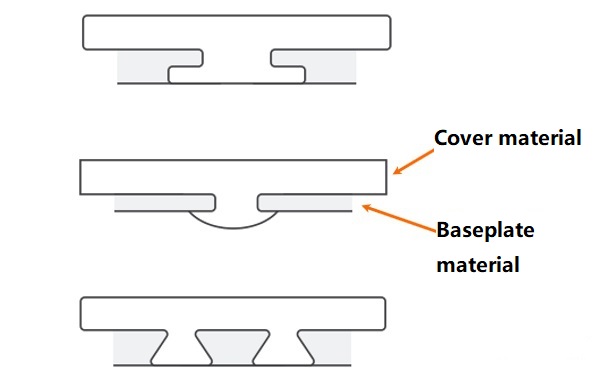
The most common form of two-color injection mold is two identical moving molds corresponding to two different fixed mold cavities.
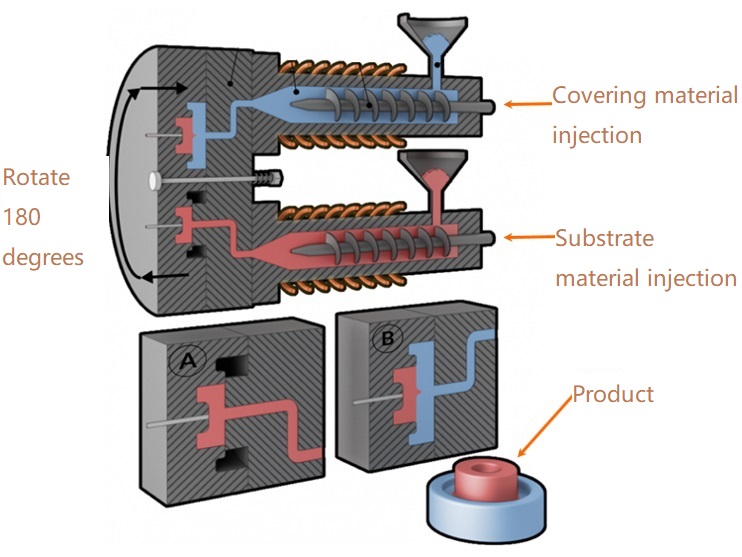
The base material is first opened after the first injection, and then the dynamic mold is rotated 180° by the rotatable structure of the injection machine. Then the mold is closed and the raw material of different color or different material (covering material) is used for the second injection.
After the second mold opening, the punch that has been injected twice is released.
The first substrate material injection and the second covering material injection are carried out simultaneously, requiring two injection nozzles on the injection machine to inject different colors or different substrates and covering materials respectively.
Two - color injection molding diagram
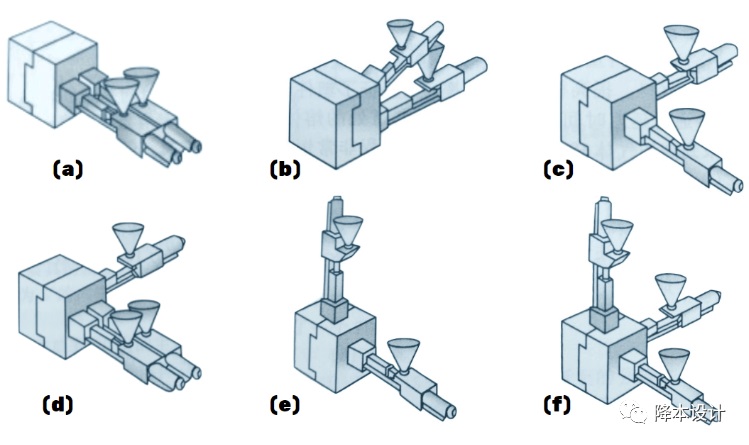
Diagram of two - and multi-color injection molding machine
The most typical case of two-color injection molding in daily production is the toothbrush.
A toothbrush is a combination of hard and soft plastic. Use hard plastic for the body of the toothbrush to provide sufficient strength; Use soft plastic for hand contact parts to ensure tactile feeling; At the same time, the two-color injection molding can also provide a colorful appearance for the toothbrush.
2. The difference between two color injection molding and insert injection molding
The injection molding of the insert is done by an ordinary injection molding machine,after the product is removed from one set of molds, it is put into another set of molds for the second injection molding. Therefore, the injection molding of the insert is usually done by 2 sets of molds, without the need for a special two-color injection molding machine. Two-color injection molding is a two-color special injection molding machine at the same time injection molding two kinds of plastic. Two kinds of plastic in the same injection molding machine injection molding, divided into two molding, but the product only out of the mold. Therefore, two-color injection molding is usually completed by a set of molds, and requires a special two-color injection molding machine.
During the entire process of two-color injection molding, the plastic is in a molten state without cooling shrinkage, which means that the base material and the covering material have the opportunity to form a strong chemical link, high strength, while reducing the risk of burring.
Compared with insert injection molding, two-color injection molding does not require the insertion process, the molding cycle is shorter, more efficient, and the quality is higher.
Advantages and disadvantages of two-color injection molding
1. The advantages of two - color injection molding
> Increase product design flexibility
Two-color injection molding can integrate multiple functions into one plastic part, such as soft surface, ergonomic design, two-color appearance, brand identity, feature improvement, noise reduction, shock absorption, waterproof and collision avoidance, which can save design space and reduce the number of parts.
> Reducing construction costs
A single injection molding process can complete multifunctional plastic parts, reducing secondary processing.
> Different plastics are integrated through chemical links, higher quality, better strength.
2. Disadvantages or limitations of two - color injection molding
> The compatibility between the two plastics needs to be considered
Because different plastics have different chemical properties, their compatibility will directly affect the bonding strength and bonding effect of the bonding surface, not all plastics have good compatibility.
> The difference of shrinkage rate of plastics is small
Too large difference will affect the bonding strength of the bonding surface and may cause warping of the product.
> The finished shape should not be too complex
Application of two-color injection molding
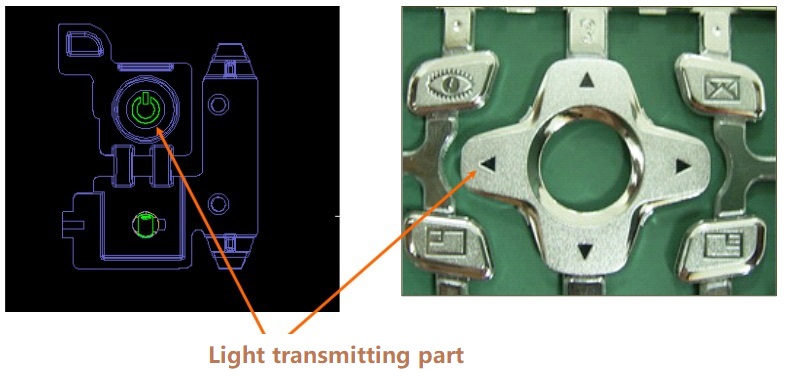
1. Used in power switch, mobile phone button, car switch, etc., to meet part of the light or light transmission requirements.
2. For hand-held products, such as walkie-talkie case, toothbrush handle, power tool handle, wrench and thermos cup, etc., to improve hand feel.
3. It is applied to products with multiple color appearance requirements, such as keyboard, using two-color injection molding, which is beautiful and does not worry about being rubbed off during use.
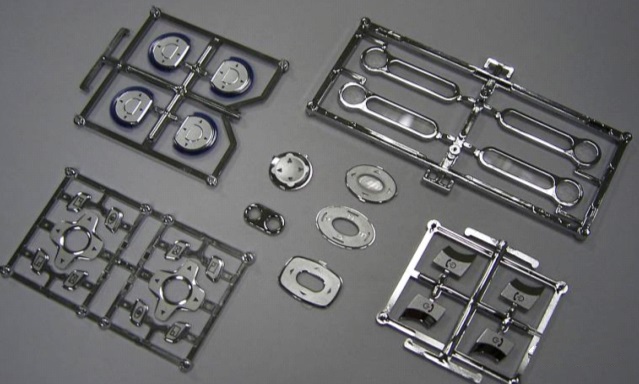
4. It is applied to the products requiring local electroplating, such as the buttons of feature phones.
In the plastic family, only ABS and polysulfone (PSU) surface can be electroplated. If the local area or one side of the product needs electroplating, the electroplating area should be injected into ABS, and the area that does not need electroplating should be injected into other materials such as PC.
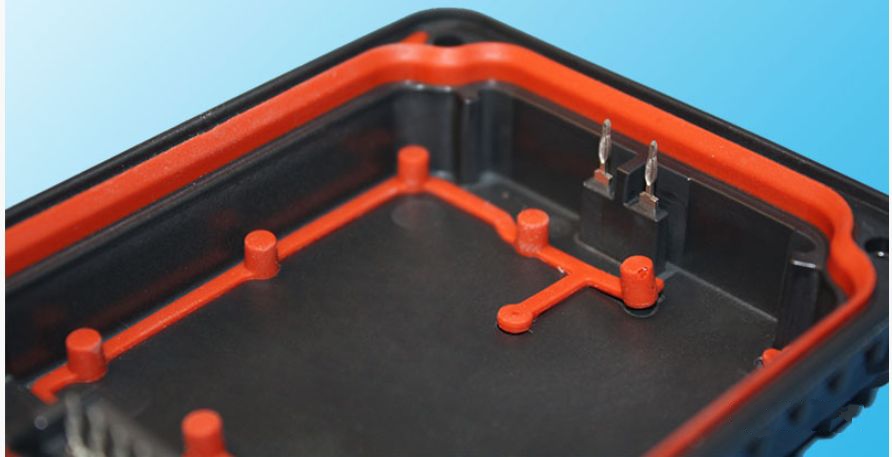
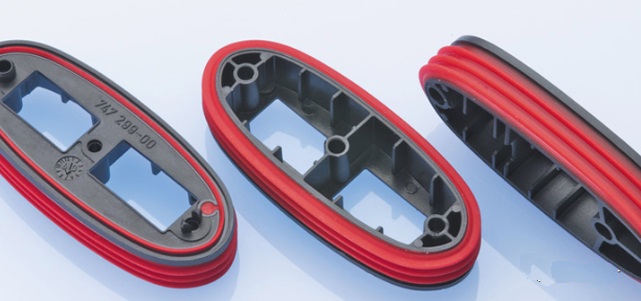
5. Applied to the products that need to be waterproof, to achieve the requirements of waterproof.
Two - color injection molding material selection
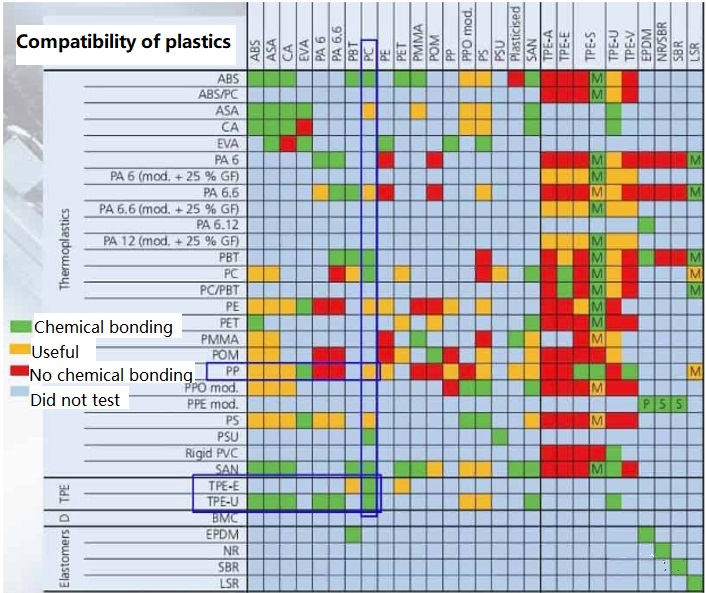
Different plastics have different chemical properties, and their compatibility will directly affect the binding strength and binding effect of two-color injection molding. Therefore, in the design of two-color injection molding products, the first and most important thing is to choose the most appropriate base material and cover material.
> Select the base material and covering material with good compatibility. The compatibility of common plastics is shown in the figure.
>The figure above should only serve as a general selection guide. When choosing a specific type of material, it is best to contact plastic suppliers for more professional advice.
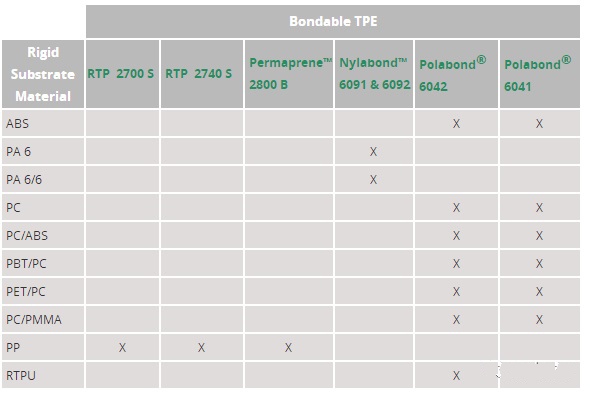
As shown in the figure, different TPE models of RTP company belong to TPE series, but there are big differences in compatibility with plastics (X means good compatibility).
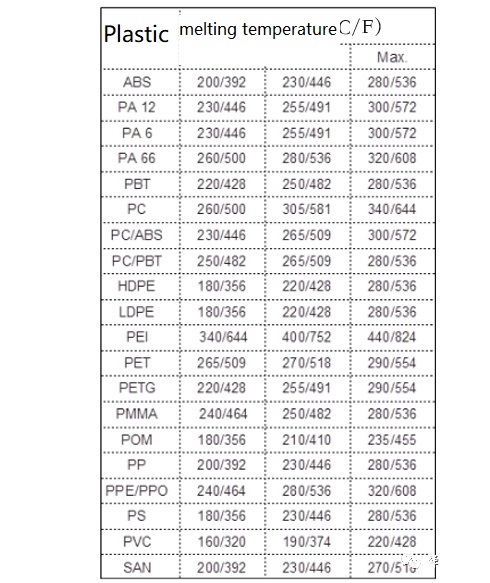
> The melting temperature difference between the base material and the covering material is not more than 30~60°.
The melting temperature of common plastics is shown below:
> The thermal expansion coefficient CTE of the base material and the covering material is as close as possible.
>The shrinkage of the base material and the covering material should be as close as possible.
> Avoid the combination of amorphous plastics and semi-crystalline plastics.
> The HDT of the base material should be higher.
Design guide for two - color injection molding
The product design of two-color injection molding should follow the following design guidelines:
1. Design of internal joint surfaces
The bonding strength of the substrate material and the covering material depends on the compatibility between the materials, the process temperature, the bonding surface, the forming sequence and the design of the mechanical interlocking structure of the internal bonding surface.
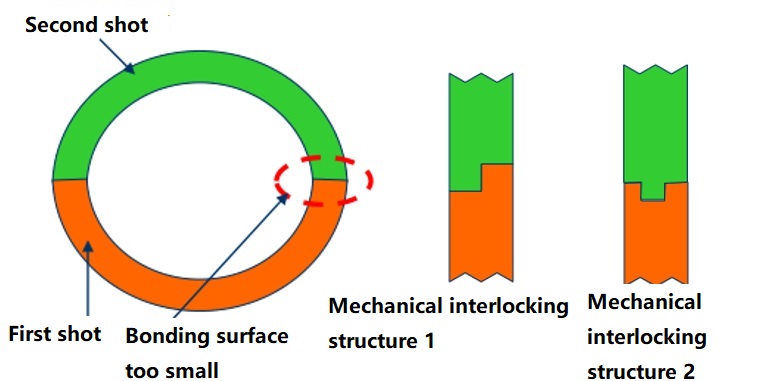
First of all, the area of the bonding surface should be increased as far as possible to increase the bonding strength.
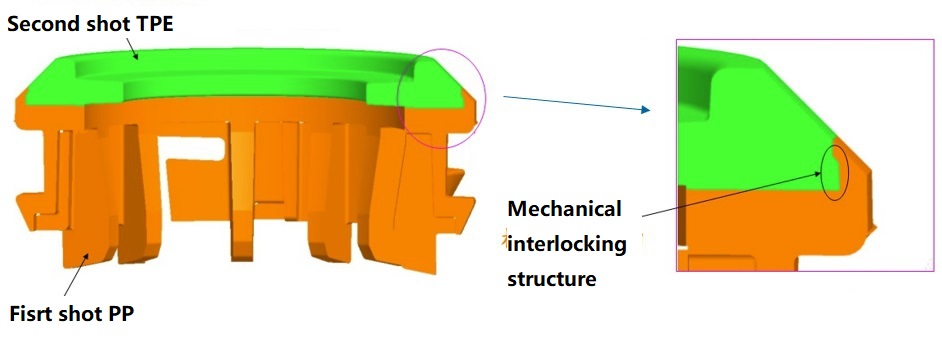
When the internal bonding surface is too small, on the one hand, roughness can be increased by biting on the bonding surface, on the other hand, mechanical interlocking structure can be designed.
Other mechanical interlocking structures are as follows:
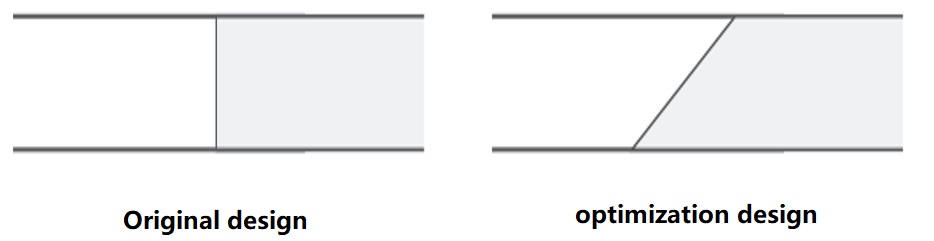
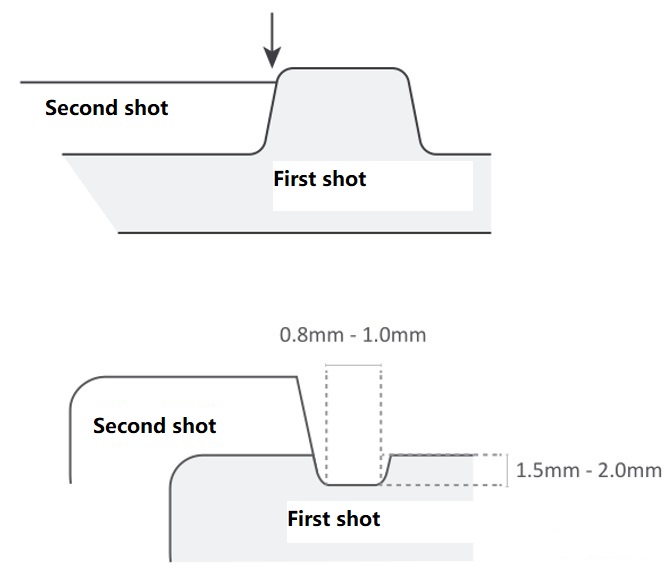
2. The design of the surface of the appearance
The design of the appearance of the mating surface during the first and second injection is very challenging. Adequate bonding strength must be provided, otherwise it is easy to produce flying edges, burrs, fringes and flaking, especially for the two-color injection molding of hard and soft plastics. The common design of the appearance of the mating surface includes two types: step type and groove type:
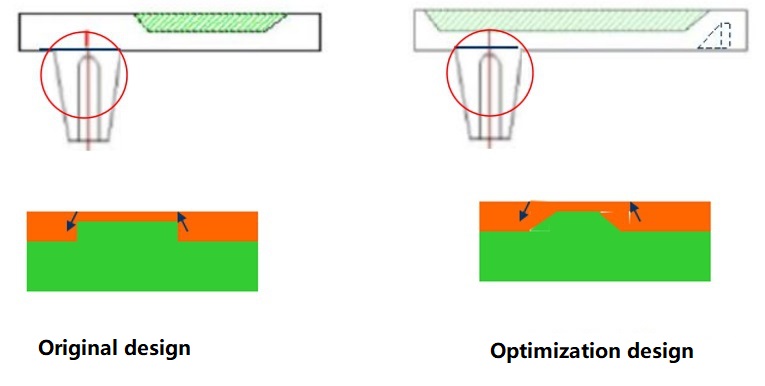
3. Uniform wall thickness and avoid sharp corners
Two-color injection molding is a kind of injection molding, so injection molding DFM design guidelines, such as uniform wall thickness, avoid sharp corners and even transition, two-color injection molding must also be followed.
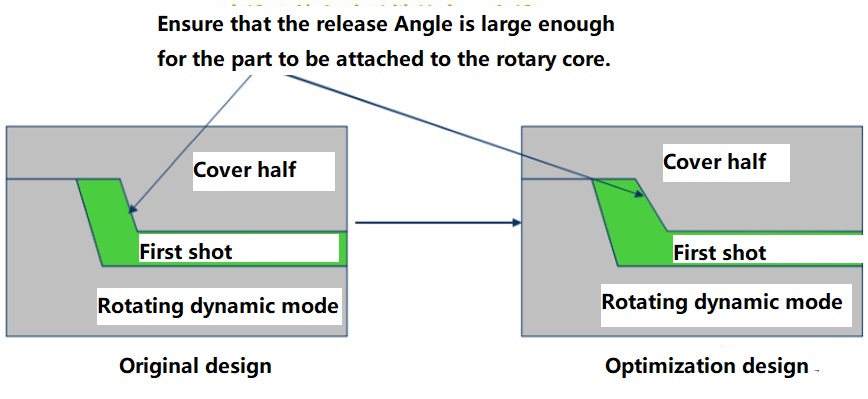
4. Demoulding inclination
The release slope is important for two-color injection molding because the release slope determines which die the part is attached to during rotation.
At the first injection, the part should be attached to the moving die; During the second injection, the part should be attached to the top out side of the mold.
After the first injection, if the surface of the part is in direct contact with another set mold, ensure that the surface has a large enough release slope to avoid scratching during mold closing.
5.Weight differential
The weight difference between the base material and the covering material cannot be too large, otherwise it will affect the molding cycle and injection pressure.